靜態和動態負載會體現在塔頂的節距、滾動、偏航運動以及整體傳動鏈的結構變形上。
因此傳動組件上會出現多種多樣的動態反應:轉子葉片的自發振動、每個葉片旋轉中的負載變化,以及作用于轉子上不一致的空氣湍流。
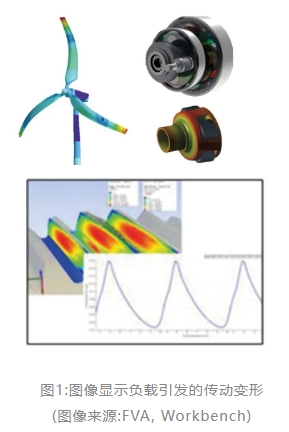
所有這些都會導致傳動組件出現變形,力矩出現波動。而波動的力矩在瞬間內會遠超力矩的額定值。圖1展示了負載導致的轉子、塔體和傳動的變形。
風電機組的傳動必須能夠在數十年的時間里抗住靜態和動態負載。只有憑借現代化的模擬手段以及傳動負載的相關知識,傳動組件才能得以優化,從而保證使用率在98%的情況下使用壽命能達到20或25年。
除了模擬工具的先進性,高純度鋼材的材料學發展也對傳動鏈的成功做出了貢獻。
方法
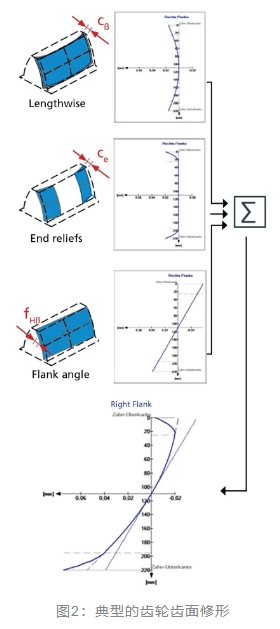
只有根據負載導致的結構變形,設計工程師才能定義每個齒輪最優的齒面形貌,從而保證齒面接觸時的壓力才不會在各種負載情況下超出允許的材料參數范圍。在生產中,必須確保齒面形狀是精密制造的。圖2展示了典型的齒面修形。
由于較大的模數和齒寬,成形磨成了硬齒面精磨的標準方式,在齒面設計方面擁有極高的自由度。
能在實際生產中進行齒面修形,是齒輪設計的先決條件。
霍夫勒RAPID圓柱齒輪磨齒機的Gear Production軟件幫助設計工程師將預期的齒面形狀轉化為可生產的齒面幾何結構。
所以,能在現實條件下執行系統模擬。這個前提條件也有助于生產,因為它省去了設計和生產之間的反復確認過程,即判斷實際生產出來的齒輪是否滿足所需的精度要求。
生產就緒工藝
成本的壓力和產量的增長通常會帶來工藝的優化,最終加工工藝會變得強大而高效。對于大規格齒輪的批量化生產,工藝水平和機床的生產效率扮演著同等重要的角色。 機床的溫度穩定性對于二者而言都非常關鍵。RAPID系列磨齒機的研發始于20年前。從那時起就開始累積經驗,并反復進行優化。
但機床床身和立柱從未改變。它們仍然采用礦物質鑄件材料。
其中包括了石英顆粒,石英砂和礦物粉塵,以及少量的環氧樹脂粘合劑。這種材料使高精度磨床具備出色的材料特性:熱傳導性低、熱容量高、而熱衰減相較灰鑄鐵高出十倍。
基于此,無論加工時間長短,都可保證大規格齒輪在較窄的公差范圍內的尺寸精度。出色的衰減特性保證了數控軸的高動態,這是高效生產的前提。
齒輪對中解決方案
在加工之前必須檢測熱處理變形,這樣設計出來的磨削工藝可避免不必要的“空刀行程”,以及由過大進刀量導致的微結構損壞。為此,測針需要移動進入,檢測到最大的余量。
但是如果最大余量位于齒根、齒頂、齒的上部或底部怎么辦?
所需的齒面修形越大,加工就越成問題。而擴展的對中分析,為之提供了解決方案。在分析過程中,可以定義多個測量點(見圖3)。在結束時,可以從測量結果中計算出用于統一磨削的砂輪位置。
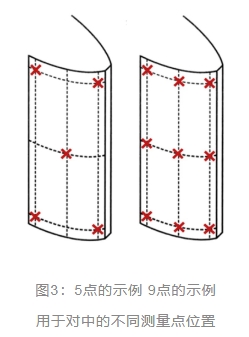
圖4以單齒為示例顯示了原理。未修形的名義齒形是判斷余量的起始點。余量即測量期間的測量位置和未修形的齒形位置之間的差異。
圖4的左上部分對以單點測量為例進行了展示。當進行多點測量時,余量的位置不同,兩個測量點之間是傾斜線段,而三個測量點之間是拋物線。
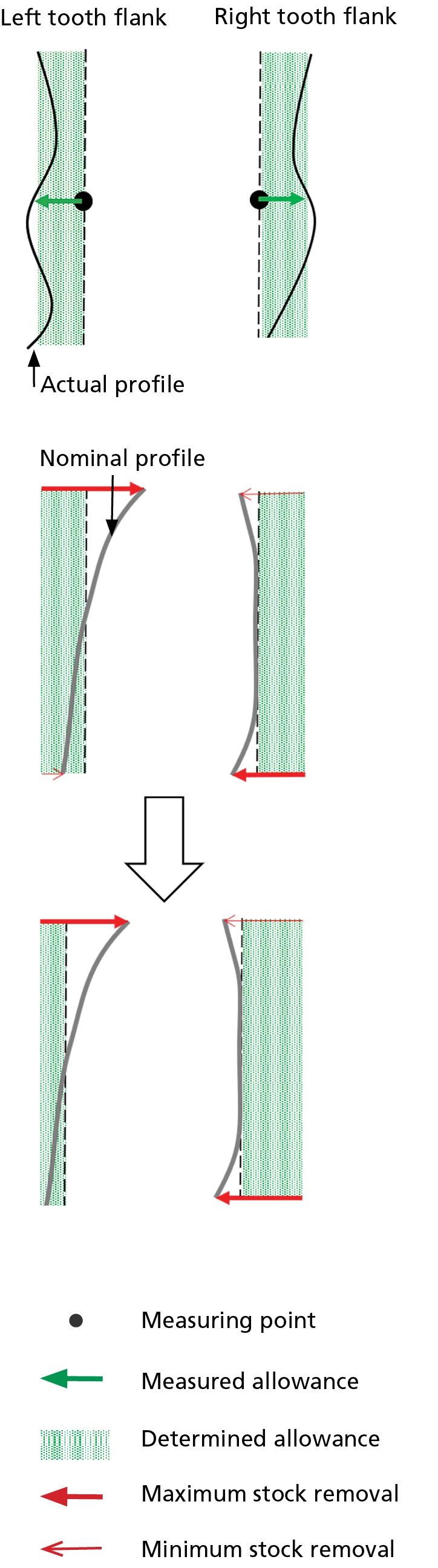
為了確定材料去除,需要考慮現有余量和待加工的名義齒形(見圖4左下部分)。很明顯材料去除是在變化的。如果按這種方式進行磨削的話,最初幾次走刀時,只有左上部分可以得到磨削,而右側齒面上則不會出現磨削去除。
為盡可能減少磨削齒槽的走刀次數,可以將余量進行橫移,以便使左右齒面的最大余量保持一致,同時其值也能盡可能小。此處需要保證材料去除率不低于最低值(見圖4右下部分)。采用此對中位置,在最初幾次走刀時,即可對左右兩側進行磨削。
當圓周和齒寬上有更多齒槽用于計算對中位置時,對于當前熱變形的磨削余量就越接近最小磨削余量。而磨削余量越小,加工時間也就越短。
工藝設計的解決方案
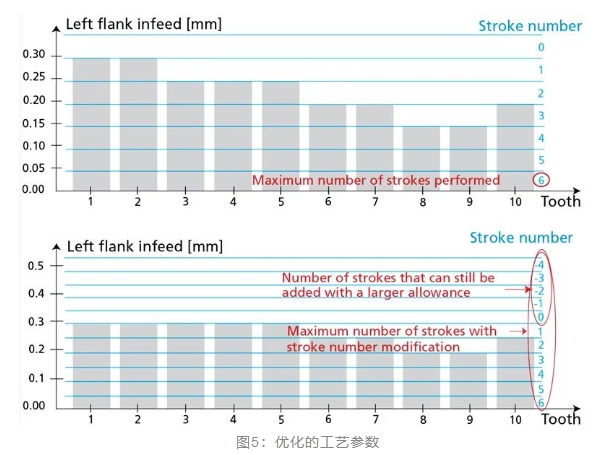
只要余量評估越可靠,就越可能得到最大的去除量,可使用不同沖程次數自動確定每個齒槽磨削所需的走刀數。這避免了不必要的走刀,以及超出進刀量限制的材料去除。因為對于余量大的齒槽會自動增加走刀次數。
向操作者展示所有關于余量和走刀次數的測量數據(見圖5)。相比于盲目地依賴算法,Gear Production 軟件中的數字化輔助系統可為操作者提供優化支持。
存檔和質量保證的解決方案
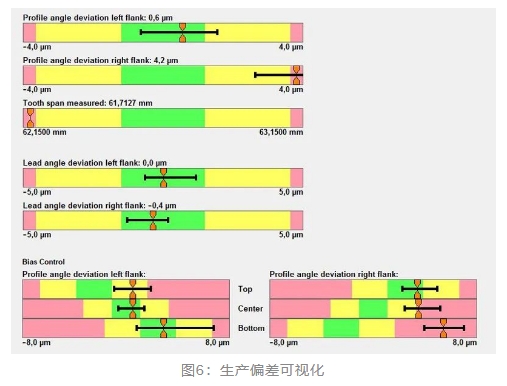
在磨削工藝結束后,仍可在磨齒機上直接自動化測量齒輪。基于報告生成的機床設定修正值,可將生產偏差盡可能最小化。因為我們加工的是可以實際生產出來的齒面幾何形狀,因此沒有必要使用粗略方案來計算修正值——算法會得出準確的數值。
本質上來說,測量結果是來自磨齒機的在線檢測系統,還是來自齒輪測量中心并不重要。這兩種情況中,如果需要進行修正,操作者在加工下個工件前就會收到通知(見圖6)。會通過交通信號燈的顏色顯示(綠色、黃色和紅色)來展示各項偏差,含義非常明確。
自動化
重量達到2.5噸的行星輪,在風電機組中是極為常見的。自動化系統非常適用這類齒輪。通過與用戶合作,即便風電大規格齒輪加工的難度要高于批量化的小齒輪,也可采用適當的自動化方案。
由于工件過重,所以推薦使用框架式上下料裝置。為了確保自動化系統可接入機床,需要調整機床防護罩,按照Machinery Directive規章增加防護裝置。除工件加工外,還需加強磨齒機自動上下料裝置的安全措施來確保數據的一致性以及在機床工作臺上對工件進行準確的裝夾和釋放。
當工件在夾具上完成裝夾后,機床上集成的測量系統將檢測軸向跳動和同心度。如果測量值超出設定公差,將更換位置重新裝夾。如果仍不符合裝夾公差,則從機床內部卸載工件,并中止批量化生產。
為了降低生產成本,提高工藝產能而做的努力一方面縮短了開發與設計間的距離,另一方面打破了大規格齒輪批量生產上的限制。
大規格齒輪的批量化生產不能簡單地套用其他行業的設計方案,例如汽車行業。但是原理相通,可靠的齒輪設計和加工方案能造就強大的加工工藝。