隨著硬車削機(jī)床的發(fā)展,以車代磨和高速切削逐漸應(yīng)用于軸承行業(yè),但以車代磨和高速切削軸承對(duì)硬車機(jī)床、切削刀具等性能要求較高,尤其切削刀具作為直接接觸軸承,并切除軸承加工余量的工具更為重要。
軸承作為支撐機(jī)械設(shè)備旋轉(zhuǎn)的一個(gè)重要零部件,對(duì)其質(zhì)量要求較高,如風(fēng)電軸承作為風(fēng)能發(fā)電設(shè)備的重要零部件,要求其端面基準(zhǔn)面跳動(dòng)<0.005mm;溝底跳動(dòng)<0.005mm;溝道表面粗糙度Ra0.3μm;推力球軸承軸圈的壁厚差<0.01mm。
同時(shí)軸承需要熱處理來保證其自身性能,軸承熱處理后硬度高達(dá)HRC55-62之間,尤其大型軸承,如風(fēng)電軸承表面淬硬層一般在3-5mm,對(duì)以車代磨和高速切削刀具的耐磨性和韌性提出很大的挑戰(zhàn)。

以車代磨和高速切削軸承的刀具選擇
目前CBN刀片加工黑色金屬材料更為合適,作為以車代磨和高速切削刀具已廣為熟知,但由于脆性的限制,一般限于淬火后小余量以車代磨使用。面對(duì)大型風(fēng)電軸承,推薦CBN刀片BN-S200材質(zhì)。
CBN刀片BN-S200材質(zhì),屬于非金屬粘結(jié)劑CBN刀片,在保證了CBN刀片韌性的同時(shí),也避免了因加入金屬結(jié)合劑而導(dǎo)致CBN刀片受熱后金屬結(jié)合劑過早軟化造成的刀片壽命降低。
同時(shí)BN-S200材質(zhì)是整體聚晶CBN刀片,通體都是CBN材質(zhì),刀體硬度在HRC95-100之間,可大余量切除軸承表面的淬硬層,可加工熱處理后工件的硬度范圍:HRC45-HRC79,適合長(zhǎng)時(shí)間大余量硬態(tài)車削和以車代磨。
BN-S200材質(zhì)以車代磨和高速切削軸承的案例參數(shù)(1)BN-S200材質(zhì)以車代磨風(fēng)電軸承內(nèi)外圈的效果以BN-S200材質(zhì)CBN刀片以車代磨風(fēng)電軸承內(nèi)外圈為例:直徑φ1900mm,厚130mm;采用磨削工藝加工,磨削完成需要18個(gè)小時(shí)以上;采用BN-S200材質(zhì)CBN刀片車削加工,只需要4.5小時(shí);在同等精度要求下,采用BN-S200材質(zhì)車削加工的生產(chǎn)效率是磨削加工的4倍;并且所消耗的電能及人工,物料耗材只有磨削加工的1/5,刀具耐用度高,使用成本更低。
(2)BN-S200材質(zhì)高速切削軸承滾道、端面的效果加工工件:風(fēng)電軸承;

加工部位:滾道、端面;
工件材質(zhì):42CrMo;
軸承硬度:HRC47-55;
刀片型號(hào);BN-S200 RCMX090700;
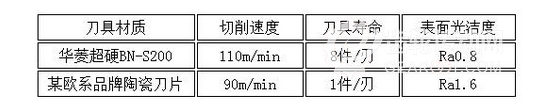
切削參數(shù):Vc=110m/min,F(xiàn)r=0.45mm/r,ap=0.5mm;加工方式:干式切削
和陶瓷刀具相比較的效果如下:在切削速度高于陶瓷刀具12%的基礎(chǔ)上,刀具壽命是陶瓷刀具的8倍,而且表面光潔度達(dá)到Ra0.8。
總結(jié):
BN-S200材質(zhì)是整體聚晶CBN刀具,刀具兩面的切削刃都可以用來切削,能用于重載切削的粗精一體加工,也可承受斷續(xù)切削,不崩刀更耐磨。采用BN-S200材質(zhì)CBN刀具高速切削軸承,不僅滿足尺寸精度和表面光潔度要求,而且大幅降低客戶的生產(chǎn)成本,提高軸承企業(yè)的自身競(jìng)爭(zhēng)力。
軸承作為支撐機(jī)械設(shè)備旋轉(zhuǎn)的一個(gè)重要零部件,對(duì)其質(zhì)量要求較高,如風(fēng)電軸承作為風(fēng)能發(fā)電設(shè)備的重要零部件,要求其端面基準(zhǔn)面跳動(dòng)<0.005mm;溝底跳動(dòng)<0.005mm;溝道表面粗糙度Ra0.3μm;推力球軸承軸圈的壁厚差<0.01mm。
同時(shí)軸承需要熱處理來保證其自身性能,軸承熱處理后硬度高達(dá)HRC55-62之間,尤其大型軸承,如風(fēng)電軸承表面淬硬層一般在3-5mm,對(duì)以車代磨和高速切削刀具的耐磨性和韌性提出很大的挑戰(zhàn)。
以車代磨和高速切削軸承的刀具選擇
目前CBN刀片加工黑色金屬材料更為合適,作為以車代磨和高速切削刀具已廣為熟知,但由于脆性的限制,一般限于淬火后小余量以車代磨使用。面對(duì)大型風(fēng)電軸承,推薦CBN刀片BN-S200材質(zhì)。
CBN刀片BN-S200材質(zhì),屬于非金屬粘結(jié)劑CBN刀片,在保證了CBN刀片韌性的同時(shí),也避免了因加入金屬結(jié)合劑而導(dǎo)致CBN刀片受熱后金屬結(jié)合劑過早軟化造成的刀片壽命降低。
同時(shí)BN-S200材質(zhì)是整體聚晶CBN刀片,通體都是CBN材質(zhì),刀體硬度在HRC95-100之間,可大余量切除軸承表面的淬硬層,可加工熱處理后工件的硬度范圍:HRC45-HRC79,適合長(zhǎng)時(shí)間大余量硬態(tài)車削和以車代磨。
BN-S200材質(zhì)以車代磨和高速切削軸承的案例參數(shù)(1)BN-S200材質(zhì)以車代磨風(fēng)電軸承內(nèi)外圈的效果以BN-S200材質(zhì)CBN刀片以車代磨風(fēng)電軸承內(nèi)外圈為例:直徑φ1900mm,厚130mm;采用磨削工藝加工,磨削完成需要18個(gè)小時(shí)以上;采用BN-S200材質(zhì)CBN刀片車削加工,只需要4.5小時(shí);在同等精度要求下,采用BN-S200材質(zhì)車削加工的生產(chǎn)效率是磨削加工的4倍;并且所消耗的電能及人工,物料耗材只有磨削加工的1/5,刀具耐用度高,使用成本更低。
(2)BN-S200材質(zhì)高速切削軸承滾道、端面的效果加工工件:風(fēng)電軸承;
加工部位:滾道、端面;
工件材質(zhì):42CrMo;
軸承硬度:HRC47-55;
刀片型號(hào);BN-S200 RCMX090700;
切削參數(shù):Vc=110m/min,F(xiàn)r=0.45mm/r,ap=0.5mm;加工方式:干式切削
和陶瓷刀具相比較的效果如下:在切削速度高于陶瓷刀具12%的基礎(chǔ)上,刀具壽命是陶瓷刀具的8倍,而且表面光潔度達(dá)到Ra0.8。
總結(jié):
BN-S200材質(zhì)是整體聚晶CBN刀具,刀具兩面的切削刃都可以用來切削,能用于重載切削的粗精一體加工,也可承受斷續(xù)切削,不崩刀更耐磨。采用BN-S200材質(zhì)CBN刀具高速切削軸承,不僅滿足尺寸精度和表面光潔度要求,而且大幅降低客戶的生產(chǎn)成本,提高軸承企業(yè)的自身競(jìng)爭(zhēng)力。