航空航天業(yè)不僅是切削刀具的最大消費(fèi)領(lǐng)域之一,而且是推動(dòng)切削刀具發(fā)展進(jìn)程的最重要因子之一。航空航天業(yè)的特點(diǎn)是通過不懈努力提高飛機(jī)部件的制造效率、提高飛行安全、減少潛在的環(huán)境損害。為了實(shí)現(xiàn)這些目標(biāo),航空航天業(yè)必須不斷改進(jìn)飛機(jī)發(fā)動(dòng)機(jī)和機(jī)身結(jié)構(gòu)件的設(shè)計(jì),以當(dāng)飛機(jī)遭受閃電和結(jié)冰等危險(xiǎn)因素造成損壞時(shí)提高對(duì)飛機(jī)的保護(hù)。這轉(zhuǎn)而引發(fā)了一系列的工業(yè)需求,包括引進(jìn)需要采用新加工技術(shù)的工程材料;開發(fā)相適配的機(jī)床和切削刀具。飛機(jī)制造商必須加工各種形狀復(fù)雜的零件,它們是通過不一樣的加工策略加工不同的材料而生產(chǎn)制造的。這也是為什么航空航天業(yè)被認(rèn)為是推動(dòng)刀具發(fā)展進(jìn)步的主導(dǎo)力量。
許多用于制造飛機(jī)部件的材料的機(jī)械加工性都很差。鈦具有令人印象深刻的強(qiáng)度重量比,超級(jí)高溫合金(HTSA)在高熱負(fù)荷下不會(huì)失去強(qiáng)度,而復(fù)合材料則難以加工。為了提高生產(chǎn)率和產(chǎn)量,航空零件制造商必須使用能夠?qū)崿F(xiàn)先進(jìn)加工作業(yè)的機(jī)床。但是刀具作為整個(gè)制造系統(tǒng)中最薄弱的環(huán)節(jié),若其耐久性低,可能會(huì)導(dǎo)致生產(chǎn)率降低;在這種情況下,刀具的影響權(quán)重明顯增大。來自航空航天領(lǐng)域的客戶都期望切削刀具能夠兼顧更高層面的性能和可靠性,刀具制造商們既面臨挑戰(zhàn)也受到了激勵(lì),通過研發(fā)將非常規(guī)解決方案整合到其產(chǎn)品中,盡量滿足這些期待。
刀體材料
絕大多數(shù)切削刀具仍采用硬質(zhì)合金來制造。近年來,伊斯卡推出了包括IC 5820在內(nèi)的幾種專為航空航天材料設(shè)計(jì)的硬質(zhì)合金牌號(hào)。這些牌號(hào)結(jié)合了新的超細(xì)晶粒基體、先進(jìn)的硬質(zhì)CVD涂層和涂層后處理的優(yōu)點(diǎn),大幅提高了抗沖擊韌性及耐熱性。采用這些牌號(hào)的刀片主要是用來銑削鈦的。精準(zhǔn)的濕式冷卻,特別是高壓冷卻(HPC),顯著改善了牌號(hào)的性能。
陶瓷,則是另一種刀具材料,有著比硬質(zhì)合金更高的紅硬性和更強(qiáng)的化學(xué)惰性。這意味著采用陶瓷加工確保不僅能實(shí)現(xiàn)更高的切削速度而且能避免擴(kuò)散磨損。伊斯卡的最新研發(fā)成果之一是用于加工高溫超級(jí)合金(HTSA)的整體陶瓷立銑刀系列。這些立銑刀由賽阿龍(SiAlON)制成,SiAlON是一種氮化硅基陶瓷,由硅(Si)、鋁(Al)、氧(O)和氮(N)組成。與整體硬質(zhì)合金刀具相比,該整體陶瓷立銑刀的切削速度可提高50倍,極大地節(jié)省了加工時(shí)間。
對(duì)于車削應(yīng)用,伊斯卡公司拓展了用于加工高溫超級(jí)合金(HTSA)的可轉(zhuǎn)位SiAlON刀片系列。通過對(duì)難加工的超級(jí)合金材料(如Waspaloy、不同等級(jí)Inconel和Rene)航空發(fā)動(dòng)機(jī)零件的車削,新刀片已證實(shí)了其高效加工性能。與其他氮化硅陶瓷相比,SiAlON陶瓷盡管具有更高的抗氧化性,但韌性較差。因此,確保SiAlON刀片可靠性的關(guān)鍵在于外加的刃口處理。伊斯卡已開發(fā)出新的“TE”切削刃口形狀,以提高在粗加工和斷續(xù)切削這類重載條件下的刀具壽命。(如圖1)
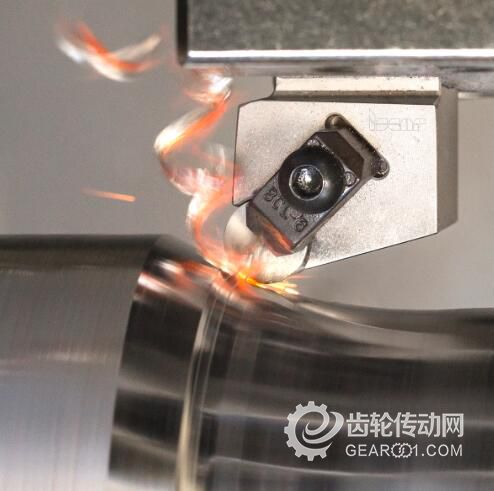
圖1
先進(jìn)的刃口形狀
改善切削刃形狀是刀具發(fā)展的一個(gè)重要方向。刃口形狀是一個(gè)理論和實(shí)驗(yàn)研究的課題,科學(xué)技術(shù)的進(jìn)步為刀具設(shè)計(jì)帶來了一款強(qiáng)大的新工具:切屑成型的3D計(jì)算機(jī)建模。伊斯卡的研發(fā)團(tuán)隊(duì)積極采用建模方式來探查最佳的切削刃形狀,設(shè)計(jì)可轉(zhuǎn)位刀片的前刀面以及可換刀頭。
新型F3S斷屑槽被用于最為普及的ISO車刀,諸如CNMG、WNMG和SNMG,是專為精加工高溫鎳基合金和特殊難加工材料而設(shè)計(jì)的。可確保切削流暢輕快,斷屑效果顯著。經(jīng)過設(shè)計(jì)的刃口幾何形狀所表現(xiàn)出的優(yōu)異加工性能,是切屑流建模的直接結(jié)果。(如圖2)

圖2
這款建模工具也可應(yīng)用于鉆孔加工的設(shè)計(jì)中。束魔變色龍鉆(SUMOCHAM)可換刀頭切削刃上設(shè)計(jì)有分屑槽,從而能實(shí)現(xiàn)在難切削的奧氏體不銹鋼及雙相不銹鋼上加工鉆深比達(dá)12xD的鉆孔。在采用切屑成型設(shè)計(jì)分屑槽的過程中,切屑流建模的貢獻(xiàn)極大。
靈活的定制化
航空航天產(chǎn)品在材料、尺寸規(guī)格、形狀、復(fù)雜性等方面迥然不同。為了加工如此多樣化的產(chǎn)品,零件制造商們通常需要幾十種機(jī)床和工藝流程。然而并不是每一標(biāo)準(zhǔn)刀具均能在特定的加工作業(yè)中實(shí)現(xiàn)生產(chǎn)率最大化,故而,航空航天業(yè)是定制刀具的主要消費(fèi)群體。某生產(chǎn)鈦合金零件的客戶可能會(huì)對(duì)由標(biāo)準(zhǔn)系列套式可轉(zhuǎn)位銑刀和心軸組合刀具的解決方案感興趣;而另一生產(chǎn)類似零件的客戶則可能更傾向于整體式專用銑刀,以直接安裝在機(jī)床主軸上。
伊斯卡研發(fā)的變形金剛立銑刀(MULTI-MASTER)系列和束魔變色龍鉆(SUMOCHAM)系列,均為可換式刀頭能夾持于不同結(jié)構(gòu)刀體的旋轉(zhuǎn)刀具,能確保用不同刀具裝配選項(xiàng)簡化相關(guān)定制,并減少對(duì)昂貴定制產(chǎn)品的需求。
為了滿足航空航天業(yè)的需求,伊斯卡公司還通過增添一種連接螺紋規(guī)格來擴(kuò)展MULTI-MASTER系列,將可換刀頭立銑刀的直徑范圍擴(kuò)張至32mm(1.25")。
簡化定制的另一個(gè)例子可以在伊斯卡最近推出的安裝于多軸機(jī)床和瑞士型機(jī)床的模塊式鉆頭中找到。這些鉆頭設(shè)計(jì)結(jié)合了束魔變色龍鉆(SUMOCHAM)和FLEXFIT模塊式螺紋連接。多軸和瑞士型機(jī)床通常加工空間有限,這意味著加工刀具必須盡可能的短,以避免發(fā)生碰撞,便于安裝。通過將帶有FLEXFIT螺紋接口的規(guī)格多樣的接柄與同樣規(guī)格多樣的圓柱柄相配對(duì),可有效對(duì)鉆頭實(shí)施精確匹配,最大限度地縮短刀具懸伸。(如圖3)

圖3
鋁材加工
雖然加工鋁表面上看起來是一個(gè)非常簡單的作業(yè),但實(shí)際上對(duì)鋁的有效切削代表了一個(gè)具有其自身規(guī)律和挑戰(zhàn)的技術(shù)領(lǐng)域。
為了提高鋁件銑削的生產(chǎn)率,促成金屬去除率更高,特別是針對(duì)大型航空航天結(jié)構(gòu)件,機(jī)床制造商開發(fā)了主電機(jī)功率高達(dá)150Kw,主軸轉(zhuǎn)速達(dá)33000 rpm的銑床。為了滿足這樣的加工需求,伊斯卡拓展了其90°主偏角可轉(zhuǎn)位銑刀系列,推出夾持大尺寸刀片的銑刀,能實(shí)現(xiàn)的最大切削深度為22 mm (.870")。該銑刀的設(shè)計(jì)確保即便在超高轉(zhuǎn)速下也不會(huì)因高離心力導(dǎo)致刀片在徑向發(fā)生位移。這一概念保證在轉(zhuǎn)速高達(dá)31000 rpm時(shí)也能執(zhí)行可靠的銑削加工。(如圖4)
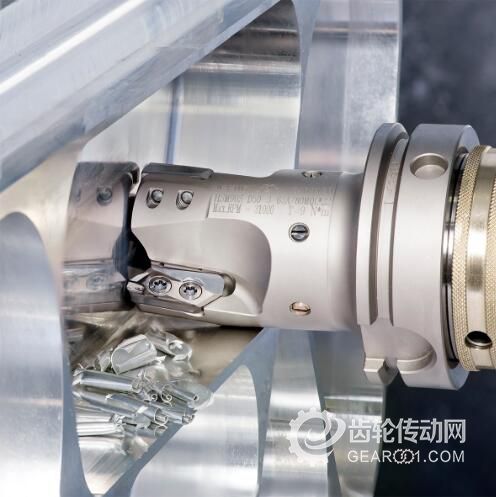
圖4
在孔加工方面,伊斯卡開發(fā)了裝夾于DR-TWIST鉆頭的可轉(zhuǎn)位刀片,用于鋁加工。新刀片周邊精磨處理,具有鋒利切削刃,前刀面拋光處理不僅使得切削更輕快,還能預(yù)防切屑粘結(jié)在刀片上。
結(jié)語
針對(duì)航空航天領(lǐng)域的刀具項(xiàng)目,伊斯卡遵從以下幾個(gè)原則:滿足該行業(yè)的復(fù)雜需求;兼顧金屬加工的趨勢(shì);以及加強(qiáng)與刀具消費(fèi)者的合作伙伴關(guān)系。伊斯卡認(rèn)為,這種三管齊下的方法可以確保高效加工難切削材料的創(chuàng)新思想的成功實(shí)現(xiàn),而這些材料恰好具備這個(gè)具有挑戰(zhàn)性動(dòng)態(tài)領(lǐng)域的特點(diǎn)。
許多用于制造飛機(jī)部件的材料的機(jī)械加工性都很差。鈦具有令人印象深刻的強(qiáng)度重量比,超級(jí)高溫合金(HTSA)在高熱負(fù)荷下不會(huì)失去強(qiáng)度,而復(fù)合材料則難以加工。為了提高生產(chǎn)率和產(chǎn)量,航空零件制造商必須使用能夠?qū)崿F(xiàn)先進(jìn)加工作業(yè)的機(jī)床。但是刀具作為整個(gè)制造系統(tǒng)中最薄弱的環(huán)節(jié),若其耐久性低,可能會(huì)導(dǎo)致生產(chǎn)率降低;在這種情況下,刀具的影響權(quán)重明顯增大。來自航空航天領(lǐng)域的客戶都期望切削刀具能夠兼顧更高層面的性能和可靠性,刀具制造商們既面臨挑戰(zhàn)也受到了激勵(lì),通過研發(fā)將非常規(guī)解決方案整合到其產(chǎn)品中,盡量滿足這些期待。
刀體材料
絕大多數(shù)切削刀具仍采用硬質(zhì)合金來制造。近年來,伊斯卡推出了包括IC 5820在內(nèi)的幾種專為航空航天材料設(shè)計(jì)的硬質(zhì)合金牌號(hào)。這些牌號(hào)結(jié)合了新的超細(xì)晶粒基體、先進(jìn)的硬質(zhì)CVD涂層和涂層后處理的優(yōu)點(diǎn),大幅提高了抗沖擊韌性及耐熱性。采用這些牌號(hào)的刀片主要是用來銑削鈦的。精準(zhǔn)的濕式冷卻,特別是高壓冷卻(HPC),顯著改善了牌號(hào)的性能。
陶瓷,則是另一種刀具材料,有著比硬質(zhì)合金更高的紅硬性和更強(qiáng)的化學(xué)惰性。這意味著采用陶瓷加工確保不僅能實(shí)現(xiàn)更高的切削速度而且能避免擴(kuò)散磨損。伊斯卡的最新研發(fā)成果之一是用于加工高溫超級(jí)合金(HTSA)的整體陶瓷立銑刀系列。這些立銑刀由賽阿龍(SiAlON)制成,SiAlON是一種氮化硅基陶瓷,由硅(Si)、鋁(Al)、氧(O)和氮(N)組成。與整體硬質(zhì)合金刀具相比,該整體陶瓷立銑刀的切削速度可提高50倍,極大地節(jié)省了加工時(shí)間。
對(duì)于車削應(yīng)用,伊斯卡公司拓展了用于加工高溫超級(jí)合金(HTSA)的可轉(zhuǎn)位SiAlON刀片系列。通過對(duì)難加工的超級(jí)合金材料(如Waspaloy、不同等級(jí)Inconel和Rene)航空發(fā)動(dòng)機(jī)零件的車削,新刀片已證實(shí)了其高效加工性能。與其他氮化硅陶瓷相比,SiAlON陶瓷盡管具有更高的抗氧化性,但韌性較差。因此,確保SiAlON刀片可靠性的關(guān)鍵在于外加的刃口處理。伊斯卡已開發(fā)出新的“TE”切削刃口形狀,以提高在粗加工和斷續(xù)切削這類重載條件下的刀具壽命。(如圖1)
圖1
先進(jìn)的刃口形狀
改善切削刃形狀是刀具發(fā)展的一個(gè)重要方向。刃口形狀是一個(gè)理論和實(shí)驗(yàn)研究的課題,科學(xué)技術(shù)的進(jìn)步為刀具設(shè)計(jì)帶來了一款強(qiáng)大的新工具:切屑成型的3D計(jì)算機(jī)建模。伊斯卡的研發(fā)團(tuán)隊(duì)積極采用建模方式來探查最佳的切削刃形狀,設(shè)計(jì)可轉(zhuǎn)位刀片的前刀面以及可換刀頭。
新型F3S斷屑槽被用于最為普及的ISO車刀,諸如CNMG、WNMG和SNMG,是專為精加工高溫鎳基合金和特殊難加工材料而設(shè)計(jì)的。可確保切削流暢輕快,斷屑效果顯著。經(jīng)過設(shè)計(jì)的刃口幾何形狀所表現(xiàn)出的優(yōu)異加工性能,是切屑流建模的直接結(jié)果。(如圖2)
圖2
這款建模工具也可應(yīng)用于鉆孔加工的設(shè)計(jì)中。束魔變色龍鉆(SUMOCHAM)可換刀頭切削刃上設(shè)計(jì)有分屑槽,從而能實(shí)現(xiàn)在難切削的奧氏體不銹鋼及雙相不銹鋼上加工鉆深比達(dá)12xD的鉆孔。在采用切屑成型設(shè)計(jì)分屑槽的過程中,切屑流建模的貢獻(xiàn)極大。
靈活的定制化
航空航天產(chǎn)品在材料、尺寸規(guī)格、形狀、復(fù)雜性等方面迥然不同。為了加工如此多樣化的產(chǎn)品,零件制造商們通常需要幾十種機(jī)床和工藝流程。然而并不是每一標(biāo)準(zhǔn)刀具均能在特定的加工作業(yè)中實(shí)現(xiàn)生產(chǎn)率最大化,故而,航空航天業(yè)是定制刀具的主要消費(fèi)群體。某生產(chǎn)鈦合金零件的客戶可能會(huì)對(duì)由標(biāo)準(zhǔn)系列套式可轉(zhuǎn)位銑刀和心軸組合刀具的解決方案感興趣;而另一生產(chǎn)類似零件的客戶則可能更傾向于整體式專用銑刀,以直接安裝在機(jī)床主軸上。
伊斯卡研發(fā)的變形金剛立銑刀(MULTI-MASTER)系列和束魔變色龍鉆(SUMOCHAM)系列,均為可換式刀頭能夾持于不同結(jié)構(gòu)刀體的旋轉(zhuǎn)刀具,能確保用不同刀具裝配選項(xiàng)簡化相關(guān)定制,并減少對(duì)昂貴定制產(chǎn)品的需求。
為了滿足航空航天業(yè)的需求,伊斯卡公司還通過增添一種連接螺紋規(guī)格來擴(kuò)展MULTI-MASTER系列,將可換刀頭立銑刀的直徑范圍擴(kuò)張至32mm(1.25")。
簡化定制的另一個(gè)例子可以在伊斯卡最近推出的安裝于多軸機(jī)床和瑞士型機(jī)床的模塊式鉆頭中找到。這些鉆頭設(shè)計(jì)結(jié)合了束魔變色龍鉆(SUMOCHAM)和FLEXFIT模塊式螺紋連接。多軸和瑞士型機(jī)床通常加工空間有限,這意味著加工刀具必須盡可能的短,以避免發(fā)生碰撞,便于安裝。通過將帶有FLEXFIT螺紋接口的規(guī)格多樣的接柄與同樣規(guī)格多樣的圓柱柄相配對(duì),可有效對(duì)鉆頭實(shí)施精確匹配,最大限度地縮短刀具懸伸。(如圖3)
圖3
鋁材加工
雖然加工鋁表面上看起來是一個(gè)非常簡單的作業(yè),但實(shí)際上對(duì)鋁的有效切削代表了一個(gè)具有其自身規(guī)律和挑戰(zhàn)的技術(shù)領(lǐng)域。
為了提高鋁件銑削的生產(chǎn)率,促成金屬去除率更高,特別是針對(duì)大型航空航天結(jié)構(gòu)件,機(jī)床制造商開發(fā)了主電機(jī)功率高達(dá)150Kw,主軸轉(zhuǎn)速達(dá)33000 rpm的銑床。為了滿足這樣的加工需求,伊斯卡拓展了其90°主偏角可轉(zhuǎn)位銑刀系列,推出夾持大尺寸刀片的銑刀,能實(shí)現(xiàn)的最大切削深度為22 mm (.870")。該銑刀的設(shè)計(jì)確保即便在超高轉(zhuǎn)速下也不會(huì)因高離心力導(dǎo)致刀片在徑向發(fā)生位移。這一概念保證在轉(zhuǎn)速高達(dá)31000 rpm時(shí)也能執(zhí)行可靠的銑削加工。(如圖4)
圖4
在孔加工方面,伊斯卡開發(fā)了裝夾于DR-TWIST鉆頭的可轉(zhuǎn)位刀片,用于鋁加工。新刀片周邊精磨處理,具有鋒利切削刃,前刀面拋光處理不僅使得切削更輕快,還能預(yù)防切屑粘結(jié)在刀片上。
結(jié)語
針對(duì)航空航天領(lǐng)域的刀具項(xiàng)目,伊斯卡遵從以下幾個(gè)原則:滿足該行業(yè)的復(fù)雜需求;兼顧金屬加工的趨勢(shì);以及加強(qiáng)與刀具消費(fèi)者的合作伙伴關(guān)系。伊斯卡認(rèn)為,這種三管齊下的方法可以確保高效加工難切削材料的創(chuàng)新思想的成功實(shí)現(xiàn),而這些材料恰好具備這個(gè)具有挑戰(zhàn)性動(dòng)態(tài)領(lǐng)域的特點(diǎn)。