鐵路行業(yè)零件的高效加工
Efficientmachiningcomponentsfortherailwayindustry
山特維克可樂滿:ChristerRicht
鐵路正越來(lái)越被視為未來(lái)的主要運(yùn)輸方式,尤其是對(duì)中短途旅行而言。其部分原因在于環(huán)境保護(hù),但也與高速列車的蓬勃發(fā)展有關(guān)。包括中國(guó)在內(nèi)的多個(gè)國(guó)家擬在建數(shù)萬(wàn)公里的高速鐵路和普通鐵路。
鐵軌及鐵道車輛涉及到的零件異常繁多,而這種擴(kuò)張則要求具備更高的效率才能滿足相關(guān)零件制造行業(yè)的各種需求。滿足合同要求的競(jìng)爭(zhēng)力也是提高生產(chǎn)績(jī)效的主要?jiǎng)右?mdash;—而這大多可以通過最佳的加工方法予以實(shí)現(xiàn)。
鐵道車輛用車輪
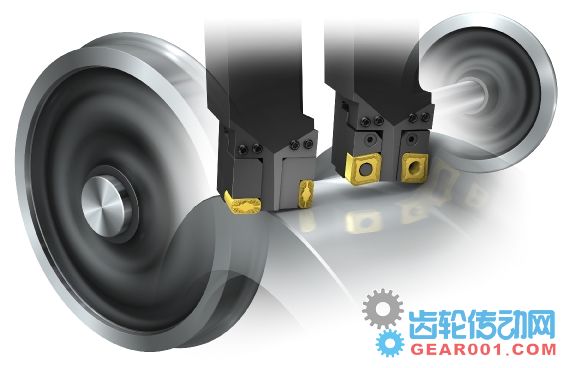
從機(jī)床或切削刀具的角度來(lái)看,鐵道車輛用車輪屬于加工密集型產(chǎn)品,并且同樣也是應(yīng)用開發(fā)的目標(biāo)。鐵路車輪重車涉及加工特種機(jī)械,需要經(jīng)常保養(yǎng)維修。其中刀具選擇與具體應(yīng)用取決于待車削車輪的類型與車輪主要部分的情況。正如所有加工一樣,機(jī)床功率對(duì)切削參數(shù)尤其會(huì)產(chǎn)生一些影響,而最大化切削深度可以縮短整體的切削時(shí)間。如果機(jī)床功率足夠,車輪輪廓就能夠通過一次走刀車削成型。否則,就必須分階段加工才能獲得所需的車輪輪廓和尺寸。尤其是所加工的車輪受摩擦力驅(qū)動(dòng)時(shí),如同許多不落輪機(jī)床一樣,車輪安置于鐵路車輛上,因此可能需要多個(gè)階段才能完成加工。根據(jù)加工類型和機(jī)床情況,具體應(yīng)用的方法可以有很多種。
切屑控制應(yīng)優(yōu)先考慮,特別是在不落輪機(jī)床中空間受限時(shí),為保持高生產(chǎn)效率以及避免車輪與刀具的潛在損壞風(fēng)險(xiǎn),就更應(yīng)如此。出于這個(gè)原因,切屑控制、刃線強(qiáng)度及平穩(wěn)切削因素都應(yīng)并入可轉(zhuǎn)位刀片槽形的開發(fā)之中。為了獲得理想的性能和更高的生產(chǎn)效率,刀片槽形與材質(zhì)組合至關(guān)重要。
刀片固定在刀盒中,然后再安裝到用于車輪重車的刀柄上,并且刀片往往保持切向進(jìn)行切削。菱形CNMX刀片有左手型和右手型可供選擇,適合合金鋼的法蘭仿形切削工序。在合理應(yīng)用的情況下,這些刀具可加工出很高的車輪圓度,并且在整個(gè)切削過程中,切屑控制良好。斷屑性能取決于車輪材料質(zhì)量、刀片主偏角以及所應(yīng)用的切削速度。建議采用最佳的速度與進(jìn)給組合,并沿著車輪輪廓的某個(gè)部分進(jìn)行切削。
最近開發(fā)的19mm規(guī)格刀片定位于精加工工序,具有多種適合鋼加工甚至部分淬硬材料加工的刀片材質(zhì)可供選擇。此類刀片安裝在右手型或左手型刀盒中,所配備的刀墊不僅可保護(hù)刀柄和刀片座,而且有助于切削期間的熱傳遞。其中刀盒通過極為可靠的常用鎖緊機(jī)構(gòu)牢牢固定到位。
對(duì)于這些工序,采用新一代硬質(zhì)合金材質(zhì)能夠大幅提升性能和生產(chǎn)效率。各種材質(zhì)的開發(fā)工作正在穩(wěn)步進(jìn)行中,以求為客戶提供持續(xù)的改進(jìn)。目前車輪磨損大多表現(xiàn)為一定程度的后刀面擦傷、后刀面涂層剝離或熱裂紋,對(duì)于此類車輪,可采用通用刀片材質(zhì)GC4215進(jìn)行切削。如果車輪損傷較重,并且采用低速機(jī)床,那么就要求切削刃非常堅(jiān)韌,此時(shí)可采用材質(zhì)GC4225進(jìn)行切削。如果車輪輪廓磨損并不嚴(yán)重,為了縮短加工時(shí)間,可采用材質(zhì)GC3015并在應(yīng)用更高的切削參數(shù)時(shí)進(jìn)行切削;而對(duì)于損傷嚴(yán)重的車輪,則可使用材質(zhì)SH在低切削速度下進(jìn)行切削。
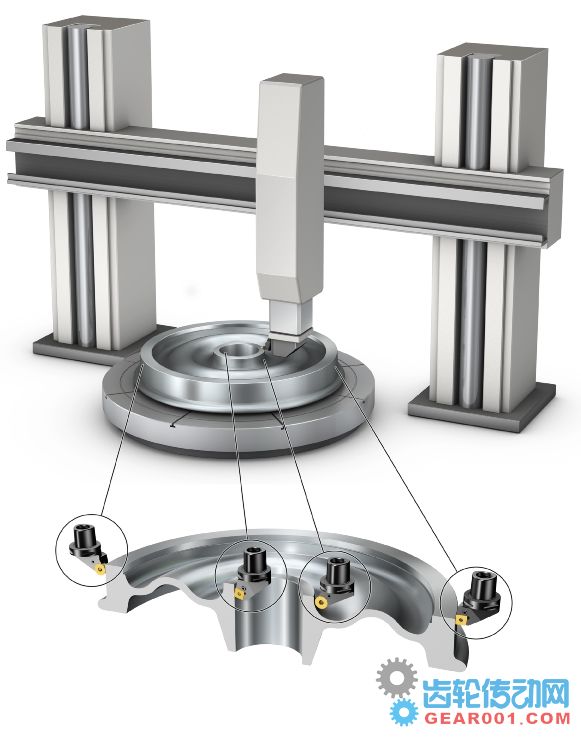
此外,對(duì)于制造新的鐵路車輪,也有可供選擇的解決方案。非標(biāo)刀具解決方案充分利用了車輪設(shè)計(jì)、機(jī)床類型及切削工況。這些解決方案的大多數(shù)刀具元件均基于標(biāo)準(zhǔn)概念,但可以設(shè)計(jì)成可優(yōu)化現(xiàn)有應(yīng)用的各種組合。這些解決方案基于最靈活且最具剛性的模塊化刀具夾緊系統(tǒng)可樂滿Capto。該系統(tǒng)正在納入制造高速鐵路車輪的新機(jī)床生產(chǎn)線。
銑削殼體
在鐵路行業(yè)內(nèi),涉及驅(qū)動(dòng)與制動(dòng)產(chǎn)品鑄鐵殼體的高精度精加工應(yīng)用往往會(huì)導(dǎo)致切削期間零件不穩(wěn)定,并且容易造成生產(chǎn)問題。以下為某公司的一個(gè)案例,該公司盡管采用了最先進(jìn)的新式機(jī)床,但仍不能彌補(bǔ)不合適切削刀具的不足之處。工件不穩(wěn)定和夾緊不牢固意味著切削力過大就會(huì)導(dǎo)致振動(dòng),這樣就很難以達(dá)到嚴(yán)格的公差范圍。
正如所有現(xiàn)代產(chǎn)品一樣,減輕重量會(huì)影響到設(shè)計(jì),而這也適用于鐵路驅(qū)動(dòng)裝置之類的產(chǎn)品。就鑄鐵殼體而言,這會(huì)影響到生產(chǎn)期間的加工穩(wěn)定性,因?yàn)闅け谳^薄,而在結(jié)構(gòu)上又要優(yōu)先考慮其功能。
在這種情況下,該公司甚至對(duì)機(jī)床進(jìn)行了改造,以提供更高的穩(wěn)定性,并使其具有5-20件殼體批次所需的高生產(chǎn)能力與靈活性。但是,粗加工過的表面上過深的波痕會(huì)影響后續(xù)的精加工工序,通常需要多達(dá)6次不同的走刀才能獲得某些尺寸所要求的0.05mm以內(nèi)的小公差。該公司不得不將一些零件面精銑到0.02mm以內(nèi),以使某些殼體尺寸處于公差范圍之內(nèi)。其表面光潔度要求為Ra3.2微米。由于在殼體生產(chǎn)中存在嚴(yán)重的時(shí)間/質(zhì)量問題,因此機(jī)加工車間急需適合在高性能機(jī)床上精密加工不穩(wěn)定殼體的現(xiàn)代切削刀具。
最終,該公司通過與山特維克可樂滿的專家密切協(xié)作,共同推出了新的非傳統(tǒng)解決方案:直徑為63mm的Century銑刀,配有H10硬質(zhì)合金材質(zhì)刀片。這種精加工銑刀專為面銑鋁合金而開發(fā),但也適用于鑄鐵加工。該刀具切削時(shí)振動(dòng)極小,這樣就能很輕松地達(dá)到0.02mm的小公差要求,并且可獲得介于Ra0.6-1.1微米之間的表面光潔度。
CoroMillCentury590面銑刀在加工鑄鐵外殼時(shí)表現(xiàn)非常出色——切削速度高至190m/min,進(jìn)給1819mm/min,刀具壽命可達(dá)200分鐘,采用一片Wiper(修光刃)刀片加工150分鐘也可獲得符合要求的表面光潔度。大多數(shù)殼體僅需一次精加工走刀完成,但對(duì)于較大的殼體,就需要進(jìn)行兩次走刀:第一次走刀時(shí)切削深度達(dá)0.05至0.10mm,第二次走刀則低至0mm。第一次走刀將去除所有多余的波狀輪廓,而第二次走刀則可確保公差處于0.02mm的范圍之內(nèi),并且表面光潔度也保持在Ra3.2微米之內(nèi)。
應(yīng)該認(rèn)識(shí)到,切削刀具開發(fā)所蘊(yùn)涵的潛力可以獲得豐厚的回報(bào)。以往生產(chǎn)中遇到的嚴(yán)重困難,現(xiàn)在機(jī)加工車間已形成一套最佳的加工工藝,使得鐵路產(chǎn)品的加工具有了生產(chǎn)周期短、質(zhì)量一致性高、加工安全性高等優(yōu)點(diǎn)。


【山特維克可樂滿】
山特維克可樂滿成立于1942年,隸屬于山特維克集團(tuán),在全球130多個(gè)國(guó)家設(shè)有代表機(jī)構(gòu),擁有數(shù)千名員工。
山特維克可樂滿是世界領(lǐng)先的金屬切削刀具供應(yīng)商和解決方案提供者,每年發(fā)布超過2,000種新產(chǎn)品,其研發(fā)投入是整個(gè)金屬切削刀具行業(yè)平均水平的2倍。
更多信息,敬請(qǐng)垂詢:
www.sandvik.coromant.com/cn
Email:coromant.gcr.marketing@sandvik.com