眾所周知, 隨著當(dāng)今科技水平及能力的不斷發(fā)展和提升,深孔加工已經(jīng)成為一種方便高效的加工方式。數(shù)控深孔鉆,因最早用于兵器制造業(yè)槍管的加工, 所以又叫槍鉆, 現(xiàn)如今廣泛應(yīng)用于汽車制造業(yè)、航天航空領(lǐng)域、醫(yī)療器械行業(yè)、模具行業(yè),飼料環(huán)模等領(lǐng)域。
槍鉆是一種很理想的深孔加工解決方案,采用槍鉆可以獲得精密的加工效果,加工出來的孔位置精確,直線度、同軸度高,并且獲得很高的表面粗糙度。槍鉆作為一種有效的深孔加工刀具,其可加工的材料范圍很廣,鉆削鑄鐵、碳鋼、銅、鋁合金、合金鋼等。
槍鉆是一種外排屑刀具,通常由驅(qū)動柄、槍桿及鉆刃三部分焊接在一起(參照下圖)。槍鉆中間有一通孔,是切削液進入切削區(qū)域的通道。高壓冷卻液通過主軸和槍鉆中心的冷卻孔到達切削部位進行冷卻,潤滑和排屑,鐵屑通過槍鉆上的V型槽排出。鉆刃是整個槍鉆的關(guān)鍵部分,其材料為硬質(zhì)合金,因其獨特的結(jié)構(gòu)形式,在其通過導(dǎo)引孔或?qū)蛱走M入工件表面后,保證在完成切削工作同時還起到自導(dǎo)向的作用。因為槍鉆特殊的刀具結(jié)構(gòu),在深孔加工時,無需退屑,可一次加工到深度。孔深越深,加工效率越能得到體現(xiàn)。

因為深孔加工的需求越來越大,也造成對槍鉆的需求量很大。然而,國際上專業(yè)提供槍鉆的供應(yīng)商寥寥無幾,并且通常只提供新刀,而修磨服務(wù)通常由客戶自身或者外協(xié)單位幫助完成,一旦刀具修磨量達到一定程度或者因為使用異常刀具出現(xiàn)重大崩刃的情況,用戶通常會丟棄掉,而實際上這對用戶來講,是一種很大的浪費。
星速中國完全可以利用達到壽命要求或者異常崩刃的廢棄槍鉆,進行鉆刃的更換,并且可以保證達到原始新刀的使用壽命甚至優(yōu)于原始新刀的使用壽命。而星速中國之所以能提供這種服務(wù)完全得益于母公司Star Cutter公司近半個世紀(jì)的專業(yè)的槍鉆設(shè)計及生產(chǎn)的經(jīng)驗積累,并且星速中國已經(jīng)可以在國內(nèi)提供槍鉆的換頭服務(wù)工作。
但通常有個前提,即用戶原有槍鉆須是國際知名品牌,主要原因是在于槍桿。國內(nèi)現(xiàn)在的槍鉆制造商也越來越多,但因為對于槍桿的材料選擇,槍桿的軋制及熱處理一直和國外有較大差距,所以通常國內(nèi)槍鉆制造商提供的槍鉆在使用過一次之后,槍桿通常會變形或扭曲較嚴(yán)重,無法再次利用。槍桿必須有足夠的強度,以便在較小的扭轉(zhuǎn)變形下,提供切削所需的扭力矩。同時,槍桿也必須有足夠的韌性,這樣才能吸收刀身高速旋轉(zhuǎn)產(chǎn)生的震動。因此,鉆桿的材料選擇、熱處理、軋制工藝要求非常嚴(yán)苛。
星速中國的國內(nèi)槍鉆換頭服務(wù)完全依照美國的工藝流程和檢測標(biāo)準(zhǔn)執(zhí)行,并且主要設(shè)備全是從美國進口。通過從槍桿上去除破損硬質(zhì)合金刀刃,到槍桿的V型磨削及硬質(zhì)合金刀頭的V型磨削,再到后續(xù)柄部與桿部校直,焊接,焊接強度扭矩檢測,冷卻流量檢測,外圓磨削,油隙磨削,前刀面的刃磨及刃口磨削等,每一道工序都有專用的高端設(shè)備,高精度夾具及精密檢測設(shè)備單獨完成,確保出廠的每一支槍鉆都是優(yōu)質(zhì)產(chǎn)品。
簡易換頭流程:
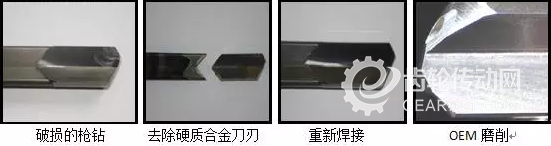
星速中國的槍鉆換頭服務(wù),對于客戶而言是廢物利用,可為客戶節(jié)省很大的一塊成本,并且保證同樣或者優(yōu)于原來新槍鉆的使用性能。同時還可以節(jié)省客戶的槍鉆庫存量,因為交貨期相比新刀的交貨期至少要縮短4-6周,這對客戶而言是非常有益的。

槍鉆使用小知識
槍鉆在實際使用過程中,一定要考慮以下相關(guān)因素:
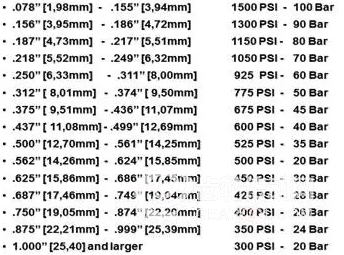
足夠的冷卻壓力要求(見下表)
必須具備合適的導(dǎo)向套或引導(dǎo)孔
槍鉆在進入導(dǎo)向套或引導(dǎo)孔之前,主軸不可旋轉(zhuǎn)或以低轉(zhuǎn)速旋轉(zhuǎn)
槍鉆在進入導(dǎo)向套或引導(dǎo)孔之后,距離切削表面大概2-3mm左右距離時才允許激活主軸冷卻液
考慮到整個系統(tǒng)剛性,若加工長徑比很大的深孔,每40倍徑處需增加一個輔助支撐
槍鉆是一種很理想的深孔加工解決方案,采用槍鉆可以獲得精密的加工效果,加工出來的孔位置精確,直線度、同軸度高,并且獲得很高的表面粗糙度。槍鉆作為一種有效的深孔加工刀具,其可加工的材料范圍很廣,鉆削鑄鐵、碳鋼、銅、鋁合金、合金鋼等。
槍鉆是一種外排屑刀具,通常由驅(qū)動柄、槍桿及鉆刃三部分焊接在一起(參照下圖)。槍鉆中間有一通孔,是切削液進入切削區(qū)域的通道。高壓冷卻液通過主軸和槍鉆中心的冷卻孔到達切削部位進行冷卻,潤滑和排屑,鐵屑通過槍鉆上的V型槽排出。鉆刃是整個槍鉆的關(guān)鍵部分,其材料為硬質(zhì)合金,因其獨特的結(jié)構(gòu)形式,在其通過導(dǎo)引孔或?qū)蛱走M入工件表面后,保證在完成切削工作同時還起到自導(dǎo)向的作用。因為槍鉆特殊的刀具結(jié)構(gòu),在深孔加工時,無需退屑,可一次加工到深度。孔深越深,加工效率越能得到體現(xiàn)。
因為深孔加工的需求越來越大,也造成對槍鉆的需求量很大。然而,國際上專業(yè)提供槍鉆的供應(yīng)商寥寥無幾,并且通常只提供新刀,而修磨服務(wù)通常由客戶自身或者外協(xié)單位幫助完成,一旦刀具修磨量達到一定程度或者因為使用異常刀具出現(xiàn)重大崩刃的情況,用戶通常會丟棄掉,而實際上這對用戶來講,是一種很大的浪費。
星速中國完全可以利用達到壽命要求或者異常崩刃的廢棄槍鉆,進行鉆刃的更換,并且可以保證達到原始新刀的使用壽命甚至優(yōu)于原始新刀的使用壽命。而星速中國之所以能提供這種服務(wù)完全得益于母公司Star Cutter公司近半個世紀(jì)的專業(yè)的槍鉆設(shè)計及生產(chǎn)的經(jīng)驗積累,并且星速中國已經(jīng)可以在國內(nèi)提供槍鉆的換頭服務(wù)工作。
但通常有個前提,即用戶原有槍鉆須是國際知名品牌,主要原因是在于槍桿。國內(nèi)現(xiàn)在的槍鉆制造商也越來越多,但因為對于槍桿的材料選擇,槍桿的軋制及熱處理一直和國外有較大差距,所以通常國內(nèi)槍鉆制造商提供的槍鉆在使用過一次之后,槍桿通常會變形或扭曲較嚴(yán)重,無法再次利用。槍桿必須有足夠的強度,以便在較小的扭轉(zhuǎn)變形下,提供切削所需的扭力矩。同時,槍桿也必須有足夠的韌性,這樣才能吸收刀身高速旋轉(zhuǎn)產(chǎn)生的震動。因此,鉆桿的材料選擇、熱處理、軋制工藝要求非常嚴(yán)苛。
星速中國的國內(nèi)槍鉆換頭服務(wù)完全依照美國的工藝流程和檢測標(biāo)準(zhǔn)執(zhí)行,并且主要設(shè)備全是從美國進口。通過從槍桿上去除破損硬質(zhì)合金刀刃,到槍桿的V型磨削及硬質(zhì)合金刀頭的V型磨削,再到后續(xù)柄部與桿部校直,焊接,焊接強度扭矩檢測,冷卻流量檢測,外圓磨削,油隙磨削,前刀面的刃磨及刃口磨削等,每一道工序都有專用的高端設(shè)備,高精度夾具及精密檢測設(shè)備單獨完成,確保出廠的每一支槍鉆都是優(yōu)質(zhì)產(chǎn)品。
簡易換頭流程:
星速中國的槍鉆換頭服務(wù),對于客戶而言是廢物利用,可為客戶節(jié)省很大的一塊成本,并且保證同樣或者優(yōu)于原來新槍鉆的使用性能。同時還可以節(jié)省客戶的槍鉆庫存量,因為交貨期相比新刀的交貨期至少要縮短4-6周,這對客戶而言是非常有益的。
槍鉆使用小知識
槍鉆在實際使用過程中,一定要考慮以下相關(guān)因素:
足夠的冷卻壓力要求(見下表)
必須具備合適的導(dǎo)向套或引導(dǎo)孔
槍鉆在進入導(dǎo)向套或引導(dǎo)孔之前,主軸不可旋轉(zhuǎn)或以低轉(zhuǎn)速旋轉(zhuǎn)
槍鉆在進入導(dǎo)向套或引導(dǎo)孔之后,距離切削表面大概2-3mm左右距離時才允許激活主軸冷卻液
考慮到整個系統(tǒng)剛性,若加工長徑比很大的深孔,每40倍徑處需增加一個輔助支撐