挑戰(zhàn):如何提升長懸深銑削的加工效率。
解決方案:在特定懸深范圍使用新一代的減振接柄。
銑削加工容易產(chǎn)生振動。這里有各種因素可能引起振動:例如始終間斷切削的特性、切進切出條件變化、不穩(wěn)定的工件裝夾和特征,以及長懸深刀具等。雖然可以采取多種措施來應(yīng)對這些問題,但是過長的刀具懸深,應(yīng)對這個困難的條件,需要我們采取特殊的措施。
其實采用成熟的避阻尼機構(gòu)的工具系統(tǒng)已經(jīng)存在一段時間了,特別是內(nèi)孔車削應(yīng)用,其中一些應(yīng)用需要超長的刀具懸深。在銑削應(yīng)用中,可以提供一個更加普遍類型的銑削減振接柄系列,并作為Coromant Capto產(chǎn)品系列的一部分是解決生產(chǎn)瓶頸的利器。同時,可將減振機構(gòu)集成在長懸深圓柱柄銑刀的內(nèi)部,例如CoroMill390立銑刀。
對于長懸深應(yīng)用的需求增長(懸徑比超過4倍以上),例如在多任務(wù)機床或4-5軸加工中心銑削應(yīng)用。因此對于生產(chǎn)效率受到振動問題的限制也越發(fā)突出,這也進一步推動了減振工具系統(tǒng)的發(fā)展。尤其是在銑削加工時,不得不使用較低的軸向切削深度和進給率,這會直接影響金屬去除率。
減振刀具領(lǐng)域的研發(fā)已經(jīng)進入高技術(shù)新時代,對于如何設(shè)計和應(yīng)用減振技術(shù)則帶來更多的專業(yè)訣竅。更多參量的優(yōu)化是為了達到更精密的減振水平。這意味著對于可變區(qū)域內(nèi)振動的精確定位達到了一個新的高度,并且指導(dǎo)如何實施減振。
加工中工具懸深長度,工具系統(tǒng)更容易受到變形和切削力的負面影響。加工產(chǎn)生的振動不能徹底消除,但可以減輕到不會對工藝過程或加工結(jié)果帶來威脅或不良后果的程度。使用先進的模擬方法和設(shè)備、以及相關(guān)測量系統(tǒng),就有可能抵消作用在刀具系統(tǒng)上的力量所產(chǎn)生的不良影響。這項開發(fā)工作不僅真正加強了減振功能,同時針對具體刀具懸伸更精確地應(yīng)用此功能的能力。基于該開發(fā)推出了兩種全新標準接柄,根據(jù)從主軸端到切削刃口懸深的不同提供最優(yōu)化的性能。針對每一支接柄的優(yōu)化使得在典型的懸深范圍內(nèi)應(yīng)用時,振動產(chǎn)生的振幅得到緩解和改善。
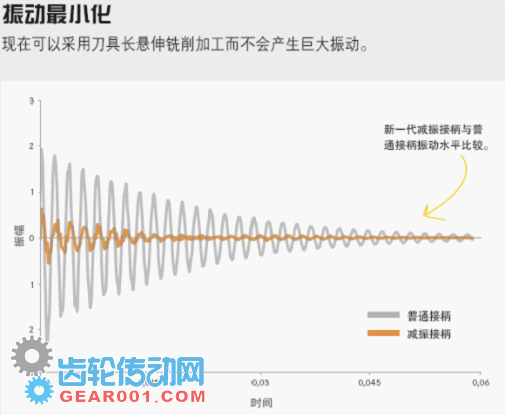

所有標準刀具都會涉及懸伸長度與加工性能之間的妥協(xié)。然而,最新的減振技術(shù)能更好地控制加工中不同的振動幅度,從而針對特定懸伸區(qū)間建立標準的接柄系列。新的接柄系統(tǒng)可采用內(nèi)部冷卻液,對于某些應(yīng)用和材料而言,更可延長刀具壽命。
新的接柄不應(yīng)與增加的加長接桿結(jié)合使用。但它能夠進一步提高軸向切削深度和進給率,這帶來了進一步提高加工效率的潛力以及型腔銑的機會,還可實現(xiàn)一些零件特征的應(yīng)用 —— 例如當(dāng)使用過大尺寸的CoroMill銑刀擴展應(yīng)用時。新的潛力還可以轉(zhuǎn)化成更長的懸伸,或者更高效率與更長懸伸的結(jié)合。
總結(jié):
兩種長度規(guī)格的新型減振接柄為銑削時懸深長度進行優(yōu)化。接柄采用了新的減振技術(shù),這在保證可靠性的前提下進一步提高了生產(chǎn)效率。
這些接柄涵蓋了大多數(shù)長懸深銑削的應(yīng)用范圍。通過新的系統(tǒng)獲得的效率提高,進一步加快減振接柄的投資回報。