摘要:我公司是生產拖拉機變速箱齒輪的專業(yè)廠家,當前農機市場行情表明,大中馬力拖拉機成為今后發(fā)展趨勢,大批量生產大中馬力拖拉機齒輪才能適應市場的發(fā)展,本文介紹了大中馬力拖拉機齒輪中一種典型圓柱直齒雙聯(lián)齒輪的加工工藝,我們經(jīng)過反復試驗,多次改進,最后在通用機床設備上采用合理工裝,選用合適刀具,以車削加工代替磨削加工,提高了加工效率,穩(wěn)定了產品質量。
關鍵詞:圓柱直齒雙聯(lián)齒輪普通車床以車代磨齒圈圓跳動
如圖1中可以看出,該齒輪內孔為臺階孔,且內孔Φ30H7于Φ55J7及外圓Φ40k6同軸度要求0.025mm。在熱后加工臺階內孔時,如何保證內孔同軸度要求,同時又能保證兩齒圈圓跳動符合圖紙要求成為工藝控制的關鍵。
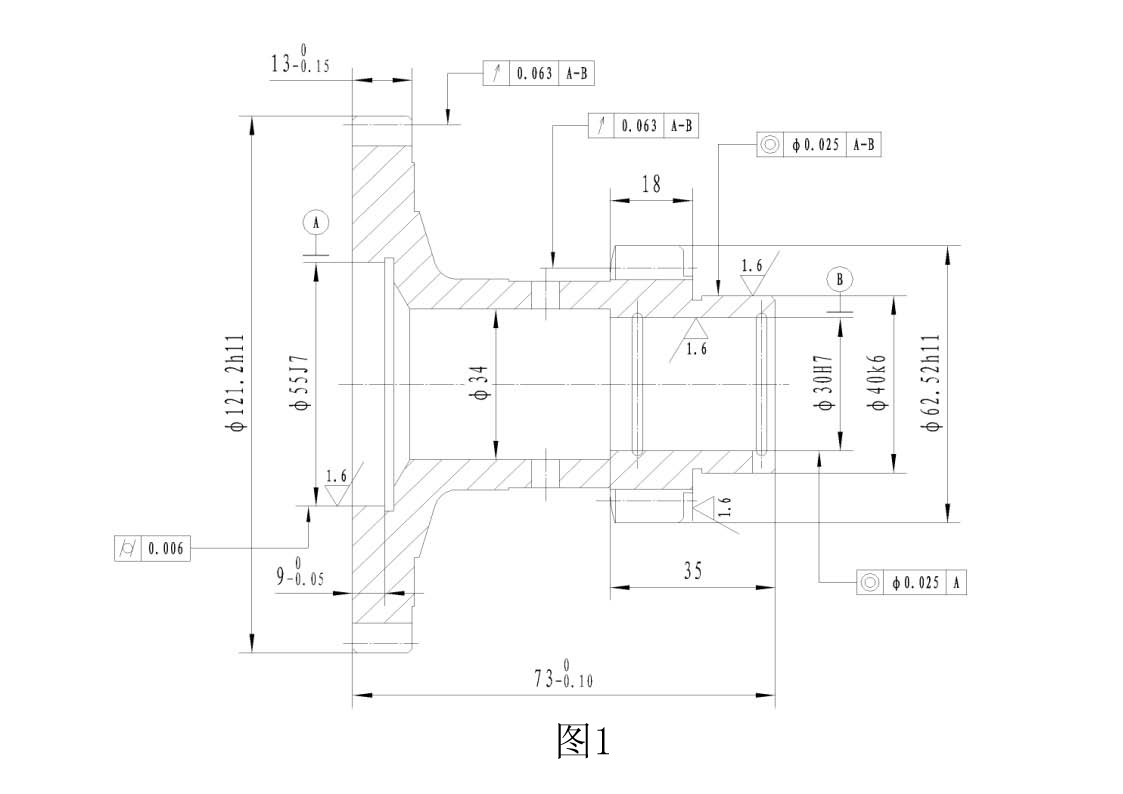
此圓柱直齒雙聯(lián)齒輪加工工藝如下:
下料→鍛造毛坯→正火→粗車齒坯→精車齒坯(內孔為基準)→制齒(內孔為基準)→加工Φ34、Φ55J7(留磨量)內孔→熱處理(滲碳處理)→磨內孔及外圓→成品檢驗→包裝入庫。
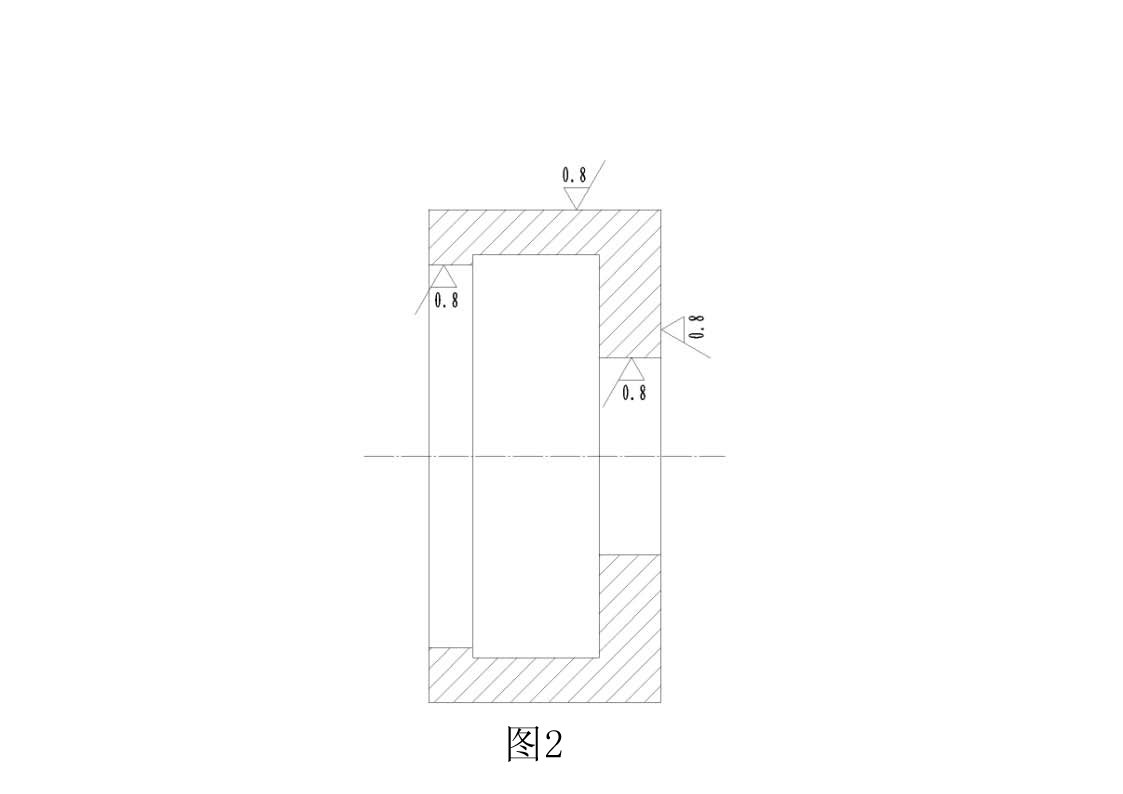
在粗車齒坯時,Φ34、Φ55J7內孔暫不車出,等剃齒后,再加工內孔Φ34、Φ55J7及其它尺寸,內孔拉成通孔(Φ30H7留熱后磨量),以內孔為基準精車齒坯,為保證熱后內孔于熱前內孔基準統(tǒng)一,,在精車后制齒前以內孔為基準粗磨兩齒部外圓,統(tǒng)一尺寸,尺寸公差控制在0.02mm以內,徑跳不大于0.01mm,熱后用同心套以兩齒部外圓為基準來加工內孔Φ30H7、Φ55J7保證同軸度要求0.025mm(同心套結構如圖2),由于熱前熱后基準統(tǒng)一,在磨削內孔Φ30H7、Φ55J7的同時也保證了兩齒圈圓跳動符合圖紙要求。
此加工工藝生產效率低,且加工精度不穩(wěn)定,原因有以下幾個方面:
1.粗磨兩齒部外圓必須在制齒前,兩輪齒數(shù)為單齒,制齒后磨外圓無法測量其直徑最大處,制齒時齒頂容易擠出毛刺,制齒后工序很多,易磕碰。毛刺、磕碰對同心套裝夾有影響,從而影響兩齒圈圓跳動(節(jié)跳)。
2.由于齒輪結構的原因,齒部外圓熱處理后變形不一樣,造成熱后粗磨的齒部外圓大小不一,需多作幾個同心套,來消除間隙,降低了生產速度,磨內孔時無法一次裝夾磨削兩個臺階內孔,兩次調頭裝夾外圓加工內孔時,非高精度基準轉換,加工精度有所喪失。
3.在磨削小端內孔時,由于Φ30H7內孔處卡簧槽外側到齒輪一端面有尖角出現(xiàn),滲碳處理時(滲碳深度為0.8~1.2mm),整個尖角被滲透,硬度高,在磨削此處時,砂輪容易脫粒,需勤修砂輪來保證內孔尺寸。
根據(jù)質量和生產數(shù)量的需求,必須改變現(xiàn)行的加工工藝,以提高工件質量、生產效率、降低加工成本才能滿足用戶及市場的的要求。結合公司的設備狀況,我們經(jīng)過反復試驗,多次改進,終于在CM6140精密普通車床上用以車代磨的加工方法解決了這一問題,改進加工工藝如下:
熱處理前除不用粗磨外圓外其余工藝與原來一樣,熱處理后,首先,熱后以內孔Φ30H7為基準,磨削外圓Φ40k6到成品尺寸,由于Φ40k6外圓于內孔在同一端,基準轉換后,精度損失低,然后在普通車床上,卡盤用節(jié)圓棒夾大端節(jié)圓,小端Φ40k6處裝軸承架在中心架上,選用抗震性強的陶瓷刀具車削Φ30H7內孔到成品尺寸,以車削代替磨削加工能夠滿足加工需要,這樣保證了Φ40k6外圓于Φ30H7內孔同軸度要求,其次,小端ΦΦ40k6外圓用車床主軸莫氏錐度孔固定的專用芯軸定心,專用芯軸于齒輪Φ40k6配合處為帶一定錐度的光孔,工件裝上后小端Φ40k6處形成無間隙配合,(見圖3)大端夾節(jié)圓定心加工Φ55J7內孔,保證了兩端臺階孔同軸度1.專用芯軸2.卡盤3.節(jié)圓棒4.工件
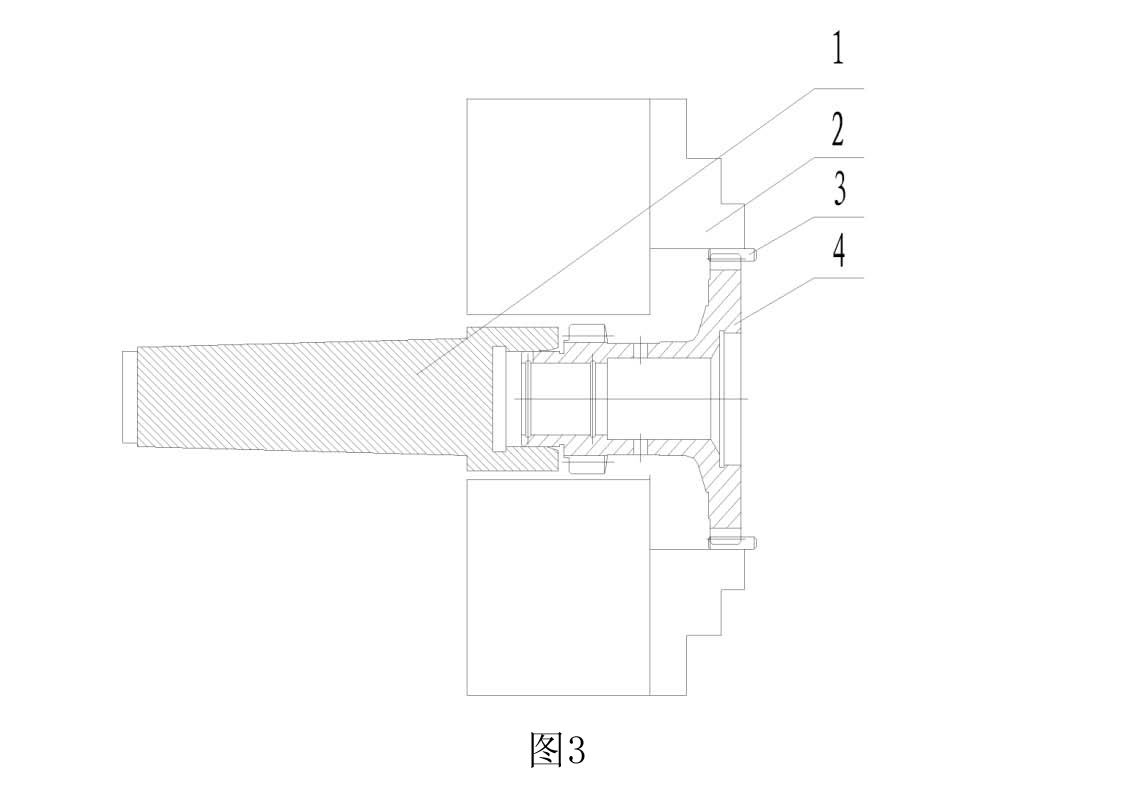
要求,此時兩齒圈圓跳動(節(jié)跳)也能符合圖紙要求。
結論
經(jīng)過這次工藝改進,在通用設備上,采用適當?shù)墓ぱb,選用合適的刀具,以車削加工代替磨削加工,合理調整車削余量和機床轉速,加工效率大大提高。這也為其它類似產品的生產提供了有益的借鑒。根據(jù)本工藝成功的經(jīng)驗,我公司已在多個品種的產品上進行了推廣應用,均取得顯著的效果。
參考文獻:
1.楊黎明.機床夾具設計手冊北京:國防工業(yè)出版社,1996.5
2.齒輪手冊編委會.齒輪手冊北京:機械工業(yè)出版社,2002.5
作者簡介:
高泊依,男,1954年出生,大專學歷,高級工程師,從事公司管理工作。
栗志豐男助理工程師從事公司技術質量管理工作。聯(lián)系電話:13837244834
黃利敏女助理工程師從事公司技術質量管理工作。