在礦用磨機(jī)領(lǐng)域,電動(dòng)機(jī)+開式齒輪副驅(qū)動(dòng)是大型磨機(jī)的常用驅(qū)動(dòng)方式,而礦用磨機(jī)齒輪驅(qū)動(dòng)最大的功率高達(dá) 17 000 kW。對(duì)于此類大功率、高載荷的工況,斜齒輪以嚙合性能好、承載能力強(qiáng)等優(yōu)點(diǎn)成為首選。
不同于直齒輪,斜齒輪的螺旋線總偏差將直接影響齒輪的嚙合線。嚙合線時(shí)變性是斜齒輪傳動(dòng)的主要特點(diǎn)之一,即嚙合線的位置及長(zhǎng)度都隨時(shí)間變化。嚙合線上載荷的變化,進(jìn)而引起斜齒輪的振動(dòng)與噪聲,嚴(yán)重時(shí)會(huì)加速齒輪磨損、造成齒厚不均甚至斷齒。相較于一般齒輪,礦用磨機(jī)所使用的特大型齒輪直徑通常大于 8 m,最大直徑可達(dá) 16 m,模數(shù)可達(dá) 45。對(duì)于此類特大齒輪,通常采用檢查大小齒輪接觸斑點(diǎn)的方式檢查齒輪嚙合性,但此種方式只能定性 描述齒輪的嚙合情況,無(wú)法進(jìn)行定量判斷。
對(duì)于大型齒輪的檢測(cè),其中以大型齒輪測(cè)量中心和大型龍門式三坐標(biāo)為代表的在位測(cè)量是業(yè)內(nèi)的一般共識(shí)。但受限于設(shè)備尺寸,目前最大的齒輪測(cè)量中心和大型龍門式三坐標(biāo)可測(cè)量的齒輪最大直徑約為 6 m。而礦用磨機(jī)市場(chǎng)正朝著特大型不斷發(fā)展,直徑 8 m 以上的特大齒輪已成為主流。在位測(cè)量中,以大測(cè)大的測(cè)量理念已成為一個(gè)死循環(huán),限制了齒輪檢測(cè)的發(fā)展。
激光跟蹤儀具備測(cè)量范圍廣、精度高、使用便捷等優(yōu)點(diǎn),近年來(lái)不斷在在線檢測(cè)中發(fā)揮越來(lái)越重要的作用。在激光跟蹤技術(shù)不斷發(fā)展下,衍生出了以小測(cè)大的測(cè)量理念。2013 年,北京工業(yè)大學(xué)石照耀博士提出了利用激光跟蹤儀與三維測(cè)量平臺(tái)結(jié)合,開發(fā)針對(duì)大型齒輪的激光跟蹤測(cè)量方法,為特大型齒輪檢測(cè)開辟了新路徑。
一、礦用磨機(jī)斜齒輪螺旋線數(shù)學(xué)模型
礦用磨機(jī)常用的特大齒輪,直徑為 8 ~ 16 m,軸向齒寬為 500~1 000 mm,需要滿足國(guó)標(biāo) 7~8 級(jí)的要求。根據(jù) GB/ T 10095.1 中螺旋線總偏差計(jì)算公式可以算出,分度圓直徑為 8 m,軸向齒寬為 500 mm 的國(guó)標(biāo) 7 級(jí)齒輪,螺旋線總偏差為 0.055 mm;分度圓直徑為 16 m,軸向齒寬為 1 000 mm 的國(guó)標(biāo) 7 級(jí)齒輪,螺旋線總偏差為 0.069 mm。
根據(jù)以小測(cè)大的思路,結(jié)合齒輪精度要求,筆者選用激光跟蹤儀和測(cè)量范圍為 0~50 m,測(cè)量精度為 0.005 mm/ 1 000 mm,能夠滿足常見的國(guó)標(biāo) 7 級(jí)礦用磨機(jī)齒輪檢測(cè)要求。激光跟蹤儀系統(tǒng)主要包含了 4 個(gè)部分:① 激光測(cè)距系統(tǒng);② 角度測(cè)量系統(tǒng);③ 跟蹤控制系統(tǒng);④ 數(shù)據(jù)傳輸與處理系統(tǒng)。其原理是利用激光測(cè)距系統(tǒng)與角度測(cè)量系統(tǒng)實(shí)時(shí)監(jiān)控并采集靶球空間坐標(biāo)值,將采集的數(shù)據(jù)傳輸至計(jì)算機(jī),并進(jìn)行數(shù)據(jù)處理。
GB/ T 10095.1 中定義的齒輪螺旋線總偏差 Fβ 是指包容被測(cè)螺旋線的 2 條設(shè)計(jì)螺旋線平行線之間的距離。如果將被測(cè)齒輪的分度圓柱面沿其母線裁剪展開,此時(shí)螺旋線展開成為 1 條直線,如圖 1 所示。
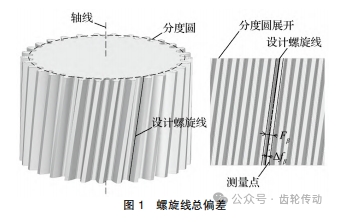
圖 1 所示為齒輪沿分度圓母線裁剪展開的平面。若要計(jì)算出螺旋線總偏差 Fβ,需求出測(cè)量點(diǎn)到理論齒面的法向距離 Δfβ。當(dāng)該值為正值時(shí),該測(cè)量點(diǎn)螺旋角的絕對(duì)值大于設(shè)計(jì)螺旋角;當(dāng)該值為負(fù)值時(shí),該測(cè)量點(diǎn)螺旋角的絕對(duì)值小于設(shè)計(jì)螺旋角。連續(xù)得到一組 Δfβ 值時(shí),分別取這組值的最大值 Δfβmax 與最小值 Δfβmin,此時(shí)兩極值的代數(shù)差等于兩條設(shè)計(jì)螺旋線平行線之間的距離,即為螺旋線總偏差 Fβ。數(shù)學(xué)模型建立如下:
假設(shè)齒輪圓柱坐標(biāo)為 (r,θ,z),當(dāng)齒輪沿分度圓母線裁剪展開為平面后,測(cè)量點(diǎn)坐標(biāo)值可變?yōu)?(x,y)。其中,x 為原先的圓柱截面弧線伸展的直線,長(zhǎng)度等于原先的弧長(zhǎng);y 值對(duì)應(yīng)原先的 z 值不變,則此時(shí)有

式中:r 為徑向距離,其理論值應(yīng)為分度圓半徑;θ 為方位角;z 為軸向高度,即距離齒輪端面距離。
利用激光跟蹤儀測(cè)量 1 組實(shí)際螺旋線上點(diǎn)的坐標(biāo)值,通過(guò)式 (1) 可相應(yīng)得到平面坐標(biāo)系下的一組測(cè)量點(diǎn)坐標(biāo)值,這些點(diǎn)理論上應(yīng)在同一條直線且與展開母線形成一個(gè)夾角 (螺旋角)。將設(shè)計(jì)螺旋角作為約束條件,將這組點(diǎn)按照約束條件使用最小二乘法擬合出直線,則擬合直線的直線度即為螺旋線總偏差 Fβ。
二、數(shù)據(jù)采集與處理
檢測(cè)基準(zhǔn)
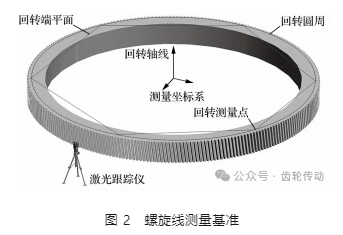
大齒輪加工時(shí)的回轉(zhuǎn)軸線為分度圓柱軸線,使用大齒輪在加工時(shí)的回轉(zhuǎn)軸線與大齒輪回轉(zhuǎn)端平面的交點(diǎn)作為基準(zhǔn)的原點(diǎn),大齒輪回轉(zhuǎn)端平面的法向作為坐標(biāo)系 z 軸,建立坐標(biāo)系,如圖 2 所示。由于齒輪在結(jié)構(gòu)上是一個(gè)回轉(zhuǎn)體,0°位置與螺旋線無(wú)關(guān),因此坐標(biāo)系另外 2 個(gè)軸的方向可以隨機(jī)建立。
齒輪螺旋線的采樣
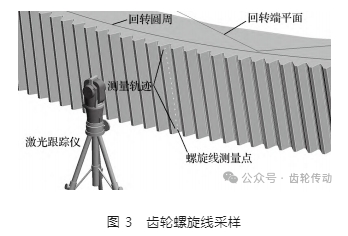
針對(duì)漸開線螺旋線,采樣點(diǎn)分布應(yīng)盡可能的均勻。螺旋線是一條連續(xù)曲線,螺旋線總偏差也應(yīng)該是一個(gè)連續(xù)量。齒輪螺旋線采樣如圖 3 所示。理論上采樣間隔越小,越能夠反映螺旋線的真實(shí)情況,考慮齒面區(qū)域存在倒角等情況,齒面的計(jì)值區(qū)域應(yīng)相應(yīng)減小。通常將采樣起始點(diǎn)定在距齒輪端面 50 mm,后續(xù)測(cè)量點(diǎn)沿螺旋線方向,間隔不超過(guò) 100 mm 進(jìn)行采樣,一個(gè)螺旋線采樣數(shù)約為 15~20 個(gè)。
螺旋線總偏差的數(shù)據(jù)處理
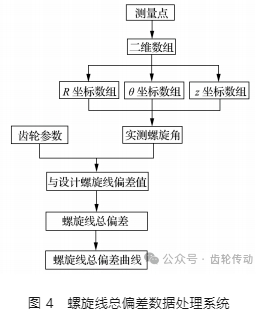
螺旋線總偏差數(shù)據(jù)處理過(guò)程是通過(guò)軟件編程,將齒輪螺旋線偏差的數(shù)學(xué)模型嵌入處理軟件。齒輪螺旋線總偏差檢測(cè)數(shù)據(jù)處理系統(tǒng)如圖 4 所示。
三、實(shí)際應(yīng)用
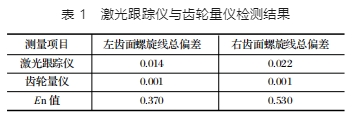
螺旋線總偏差的檢測(cè)方案通過(guò)試驗(yàn)來(lái)進(jìn)行驗(yàn)證。試驗(yàn)驗(yàn)證的對(duì)象齒輪模數(shù)為 40,齒數(shù)為 25,壓力角為 20°,軸向齒寬為 500 mm,螺旋角為 0°,左旋。分別使用激光跟蹤儀對(duì)左右齒面進(jìn)行測(cè)量,結(jié)果如表1 所列。由于對(duì)比判據(jù)均小于 1,激光跟蹤儀檢測(cè)精度與傳統(tǒng)檢測(cè)方法的精度符合其評(píng)定的要求,滿足實(shí)際生產(chǎn)的需要。
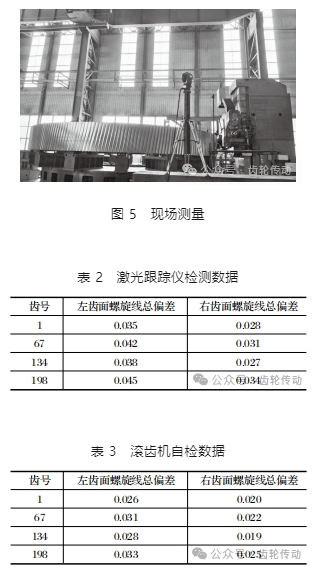
使用激光跟蹤儀現(xiàn)場(chǎng)測(cè)量齒輪螺旋線,如圖 5 所示,檢測(cè)數(shù)據(jù)如表 2 所列。使用滾齒機(jī)對(duì)螺旋線總偏差進(jìn)行自檢,自檢數(shù)據(jù)如表 3 所列。
四、結(jié)語(yǔ)
激光跟蹤技術(shù)可檢測(cè)最大直徑 16 m,軸向齒寬 1 000 mm,精度等級(jí) 7 級(jí)的磨機(jī)齒輪。依據(jù)此技術(shù)開發(fā)出了 8 m 以上特大齒輪螺旋線總偏差的檢測(cè)方法。該方法使用單設(shè)備單站位檢測(cè),具有較高的檢測(cè)效率,4 個(gè)齒的檢測(cè)時(shí)長(zhǎng)不超過(guò) 0.5 h,在提高效率的同時(shí)保證了檢測(cè)精度。激光跟蹤技術(shù)檢測(cè)方法可以快速檢測(cè)出齒輪是否嚙合不良,并可將測(cè)量結(jié)果數(shù)字化、可視化,為產(chǎn)品品質(zhì)提升提供了較好的解決方案。
參考文獻(xiàn)略.