某型變速器一擋和中間軸通過花鍵壓裝連接,實(shí)現(xiàn)600N·m轉(zhuǎn)矩的傳遞,簡化了中間軸結(jié)構(gòu),有利于中間軸加工。然而一擋齒輪采用內(nèi)花鍵結(jié)構(gòu),熱處理后變形大(M值在軸向呈現(xiàn)錐度且超差),影響塞規(guī)檢測(cè),引起裝配不合格。當(dāng)前對(duì)內(nèi)花鍵變形的研究,總結(jié)起來的相關(guān)經(jīng)驗(yàn)主要是通過結(jié)構(gòu)設(shè)計(jì)優(yōu)化,控制材料淬透性,熱處理工藝調(diào)整,或者機(jī)加工方式的變化(改變拉花鍵方向,熱后拉花鍵)等。本文結(jié)合零件實(shí)際結(jié)構(gòu)和狀態(tài),研究零件的熱變形控制。
一、問題提出
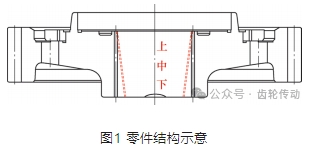
變速器7T800機(jī)型是某世界汽車巨頭全球新車型的傳動(dòng)系統(tǒng),其一擋齒輪結(jié)構(gòu)設(shè)計(jì)為內(nèi)花鍵,與中間軸外花鍵通過壓裝相配連接。該零件的內(nèi)花鍵較長,內(nèi)孔壁厚變化較大,熱處理(滲碳淬火)時(shí)內(nèi)孔徑向變形不一致,導(dǎo)致內(nèi)花鍵上中下三段M值不同,呈現(xiàn)軸向錐度,如圖1所示。該熱處理變形導(dǎo)致的不合格率約為10%,對(duì)產(chǎn)品質(zhì)量和交付造成了較大影響。
二、熱處理變形的改善
原材料
一擋齒輪材料為20MnCr5,材料冶煉要求高,與常見的20CrMnTi和20CrMoH相比熱處理后的變形量小。淬透性的變化會(huì)帶來淬火后的尺寸變化,材料設(shè)計(jì)上選擇低淬透性并收窄淬透性帶寬,末端淬透性按J5= 37~41HRC,J9=29~33HRC,J15=26~30HRC控制。
機(jī)加工藝
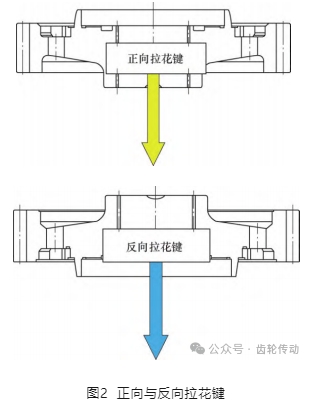
一擋齒輪內(nèi)花鍵是通過拉花鍵方式加工。由于上下兩端結(jié)構(gòu)不對(duì)稱,且內(nèi)孔一端突出輪輻較多,形成凸臺(tái),因此加工內(nèi)花鍵的方式有正向和反向拉花鍵兩種方式,如圖2所示。
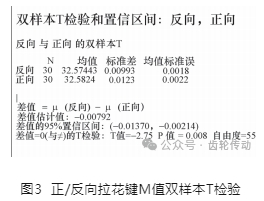
抽取正向和反向拉花鍵的產(chǎn)品各30件,測(cè)量內(nèi)花鍵M值進(jìn)行雙樣本T分析。H0:正向與反向拉花鍵對(duì)M 值沒有顯著差異;H1:正向與反向拉花鍵對(duì)M值有顯著差異。分析結(jié)果如圖3所示,P值<0.05,拒絕H0,正向和反向拉花鍵的一擋內(nèi)花鍵M值存在明顯差異。因此,確定熱前改用反向拉花鍵的工藝。
熱處理
熱處理過程是控制和改善零件熱變形的關(guān)鍵工序,主要從以下三個(gè)方面做改善。
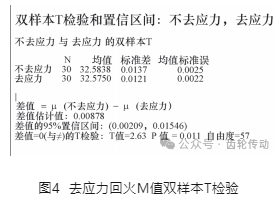
(1)焊接應(yīng)力 該零件為齒輪齒圈焊接結(jié)構(gòu),考慮焊接產(chǎn)生較大的應(yīng)力可能引起內(nèi)花鍵變形大,采用200℃回火2h的方案進(jìn)行驗(yàn)證。取去應(yīng)力回火(200℃×2h)和正常生產(chǎn)的零件各30件,測(cè)量M值進(jìn)行雙樣本T分析。H0:熱處理前回火去應(yīng)力對(duì)M值沒有顯著影響;H1:熱處理前回火去應(yīng)力對(duì)M值有顯著影響。分析結(jié)果如圖4所示,P值<0.05,拒絕H0,去應(yīng)力和不去應(yīng)力的一擋內(nèi)花鍵內(nèi)花鍵M值存在明顯差異。據(jù)此,零件焊接探傷后增加去應(yīng)力回火工序。
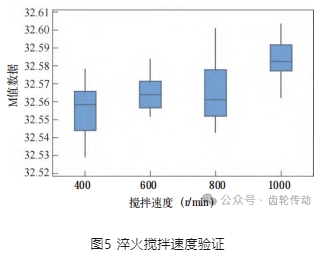
(2)攪拌速度 理論上降低淬火烈度,有利于淬火變形的改善。通過改變淬火攪拌速度,降低淬火油的流量,驗(yàn)證內(nèi)花鍵的熱變形變化。不同攪拌速度的驗(yàn)證結(jié)果如圖5所示,從四種攪拌速度統(tǒng)計(jì)數(shù)據(jù)看,600r/min淬火的M值數(shù)據(jù)均值靠近中差,且標(biāo)準(zhǔn)差最小,數(shù)據(jù)更優(yōu),配合拉刀的調(diào)整可以實(shí)現(xiàn)熱后M值合格。
(3)工裝及裝爐方式 工裝主要分為補(bǔ)償變形和自由變形兩種方式;裝爐方式主要分為串裝吊立和平放疊裝兩種。
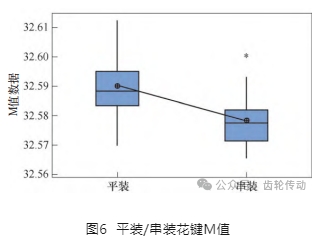
通常而言,串裝吊立方式會(huì)因?yàn)榱慵灾貛砣渥儯瑑?nèi)孔圓度變差,內(nèi)花鍵錐度和周累變大。而平放能使零件徑向冷卻均勻,周累和錐度變形較小。然而該零件的結(jié)構(gòu)特殊,齒輪大而輪輻薄,且內(nèi)孔上下結(jié)構(gòu)不一致,平放時(shí)的變形程度更加嚴(yán)重。因此結(jié)合該零件內(nèi)孔有凸臺(tái),并非對(duì)稱結(jié)構(gòu),做平裝并增加補(bǔ)償套的方式,對(duì)比用補(bǔ)償芯軸串裝吊立的方式來驗(yàn)證能否減少內(nèi)花鍵變形。驗(yàn)證結(jié)果如圖6所示,熱處理平裝和串裝的一擋內(nèi)花鍵M值存在明顯差異,且串裝的均值和標(biāo)準(zhǔn)差好于平裝。
三、結(jié)語
通過上述多個(gè)影響內(nèi)花鍵變形因子的驗(yàn)證,針對(duì)該一擋齒輪實(shí)施以下措施:
1)簽訂材料標(biāo)準(zhǔn),收窄淬透性帶寬。
2)拉花鍵工藝固化,采用反向拉內(nèi)花鍵。
3)焊接后增加去應(yīng)力回火處理。
4)降低淬火有攪拌速度。
5)采用補(bǔ)償芯軸串裝方式裝爐熱處理。
上述措施實(shí)施后,一擋內(nèi)花鍵熱處理后M值合格,且錐度由0.08縮小為0.04,效果顯著。
參考文獻(xiàn)略.