在滾刀的使用中發(fā)現(xiàn),進(jìn)口滾刀及國產(chǎn)滾刀在加工質(zhì)量及壽命上有較大差距。經(jīng)過多次對(duì)比可知,進(jìn)口滾刀使用壽命可達(dá)到國產(chǎn)滾刀的兩倍以上,且進(jìn)口滾刀返原廠修磨后壽命約為新刀具的 90%,但相同刀具經(jīng)由國內(nèi)廠家修磨后,實(shí)際修磨精度不低于原刀具,部分精度甚至優(yōu)于原刀具,但刀具的加工質(zhì)量和壽命都明顯降低。對(duì)刀具進(jìn)行顯微觀察后發(fā)現(xiàn),進(jìn)口刀具和國產(chǎn)刀具在刃口處理上存在明顯差別。
進(jìn)口滾刀刃口有明顯鈍化痕跡,且鈍化圓角大小均勻,刃口一致性好,少有微觀缺陷及磨削毛刺等,其涂層的附著力較好。在使用時(shí),刀具切削輕快,耐磨損,刀具使用效果明顯優(yōu)于國產(chǎn)刀具。
國產(chǎn)滾刀大部分未經(jīng)過鈍化處理,或僅經(jīng)過手工油石打磨;修磨后的齒輪滾刀大部分也未進(jìn)行鈍化處理,甚至未經(jīng)過手工倒鈍處理。通過電子顯微鏡觀察發(fā)現(xiàn),刃口處有磨削毛刺,微裂紋等缺陷,這些缺陷不但影響涂層的附著力,也是導(dǎo)致刀具在滾切過程中磨損加劇及崩刃的根源。
由此可以看出,國內(nèi)對(duì)滾刀刃口鈍化重視程度普遍較低,這將嚴(yán)重制約刀具品質(zhì)的提升。為提高刀具耐用度,并從根本上降低滾齒加工成本,筆者通過理論研究開展了大量的滾刀刃口鈍化及切削試驗(yàn),加深了對(duì)滾刀刃口鈍化的研究及認(rèn)識(shí),提高了滾刀耐用度,從根本上降低了刀具采購成本,為滾刀鈍化研究提供了依據(jù)。
一、鈍化方式確認(rèn)
鈍化方式調(diào)研:
滾刀外形尺寸跨度大,且材質(zhì)和結(jié)構(gòu)復(fù)雜多樣。據(jù)統(tǒng)計(jì),齒輪滾刀的外徑范圍大約是 ?50~?400 mm,長(zhǎng)度范圍大約是 50 ~ 500 mm,刀具結(jié)構(gòu)有整體、鑲片、焊接等,刀具材質(zhì)有高速鋼、高性能高速鋼、粉末冶金高速鋼等,因此,齒輪滾刀鈍化必須選擇一種包容性強(qiáng)且性價(jià)比較高的鈍化方式。
查閱相關(guān)資料,與鈍化設(shè)備生產(chǎn)廠家進(jìn)行技術(shù)溝通,與相關(guān)刀具生產(chǎn)廠家、涂層廠家進(jìn)行調(diào)查研究,最終確認(rèn)使用干式噴沙機(jī)(如圖 1 所示)進(jìn)行鈍化。干式噴砂方式利用壓縮空氣形成的動(dòng)力使磨料通過出砂閥進(jìn)入噴砂管,然后磨料通過噴嘴噴射到被加工的表面,實(shí)現(xiàn)噴砂。壓縮空氣既是供料動(dòng)力又是射流的加速動(dòng)力。干式噴砂機(jī)可通過調(diào)節(jié)壓力值、改變砂粒材質(zhì)及粒度、改變噴砂時(shí)間等方式控制鈍化效果。相比于其他鈍化方式,噴砂法是最徹底、最通用、效率最高的鈍化方法,干式噴砂操作更簡(jiǎn)便,砂粒可循環(huán)使用,成本更低。
鈍化介質(zhì)及鈍化時(shí)間
(1) 鈍化介質(zhì)
常用的噴砂砂粒有很多種:金剛砂、氧化鋁、白剛玉、棕剛玉等。白剛玉具有較強(qiáng)的切削力,可用于去除金屬毛刺,且對(duì)表面有研磨和拋光作用。考慮到刀具鈍化后要進(jìn)行涂層處理,因此選用白剛玉作為鈍化介質(zhì)。
通過對(duì)報(bào)廢刀具進(jìn)行噴砂試驗(yàn)發(fā)現(xiàn):如果采用粒度較大的砂粒很可能出現(xiàn)刀具過鈍化現(xiàn)象,刀具過鈍化就失去了切削性能;如果粒度太小則鈍化時(shí)間太長(zhǎng),可能根本達(dá)不到鈍化效果。通過一系列的試驗(yàn),選定滾刀鈍化介質(zhì)目數(shù)為 400#。
(2) 噴砂壓力及噴砂時(shí)間
噴砂機(jī)的噴砂壓力及噴砂時(shí)間可以直接影響鈍化圓角的大小;所選用干式噴砂機(jī)的噴砂壓力設(shè)定為 2.5~3 MPa。對(duì)報(bào)廢刀具進(jìn)行反復(fù)試驗(yàn),在噴射距離一定的情況下,噴砂時(shí)間與圓角大小的關(guān)系如表 1 所列。

二、鈍化圓角理論計(jì)算
鈍化圓角指的是刀具刃口鈍化的曲率半徑。為得到初步的鈍化圓角數(shù)值,對(duì)齒輪滾刀的刃口進(jìn)行理論研究。
齒輪滾刀刃口形式
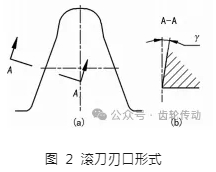
常見的刀具刃口形式有以下幾種:鋒刃,倒棱刃、倒圓刃等幾個(gè)大類。其中,鋒刃指的是刀具的前后刀面相交自然形成的銳刃。齒輪滾刀刃口形式如圖 2 所示。
刃口鈍化圓角的理論分析
刀具刃口一般具有前角及后角,圖 3 為刃口截面示意圖。圖 3 中陰影部分指的是刃口具有微觀缺陷及毛刺的部分,鈍化的目的就是消除刃口處的微觀缺陷,即將陰影部分圓滑過渡,以使刃口達(dá)到一致性、無缺陷或減少缺陷的目的。
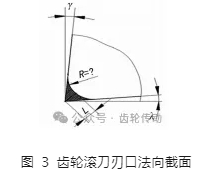
根據(jù)圖 3 各參數(shù)的幾何關(guān)系,可以得出如下公式:
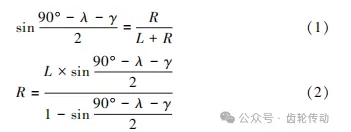
式中:γ 為刀具后角;λ 為刀具前角;R 為鈍化圓角;L 為微觀缺陷尺寸。由式(1)、(2)可知,當(dāng)已知刀具前角 λ、后角 γ 及缺陷尺寸 L 時(shí),即可得出鈍化圓角 R 的理論值。
刃口鈍化圓角的理論值計(jì)算
為了解齒輪滾刀刃磨后刃口實(shí)際情況,并初步得到鈍化圓角尺寸,需對(duì)修磨后的齒輪滾刀刃口進(jìn)行檢測(cè)。
(1) 滾刀刃口檢測(cè)
用電子顯微鏡檢測(cè)得到的刃口情況如表 2 所列。
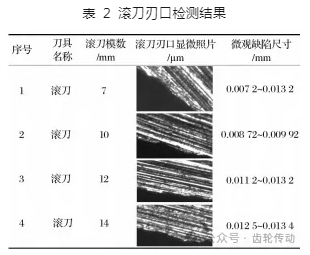
從表 2 可以看出,滾刀刃口檢驗(yàn)結(jié)果,其刃口一般成鋸齒狀,鋸齒狀的波峰與波谷的間距稱為微觀缺陷尺寸,該尺寸一般在 0.005~0.015 mm 之間。
(2) 滾刀鈍化圓角理論計(jì)算
① 滾刀頂刃鈍化圓角理論計(jì)算
滾刀的頂刃后角一般取 10° ~12°,前角為 0°。滾刀頂刃鈍化圓角的計(jì)算示意圖如圖 4 所示。
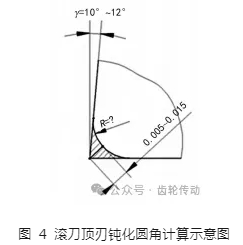
當(dāng)后角 λ = 10°,微觀缺陷尺寸 L = 0.005 mm 時(shí),頂刃鈍化圓角按下式計(jì)算為:
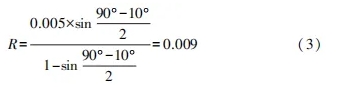
同理,當(dāng)后角 λ = 10°,微觀缺陷尺寸 L = 0.015 mm 時(shí),鈍化圓角計(jì)算值為 0.027 mm。
滾刀頂刃鈍化圓角理論計(jì)算值如表 3 所列。
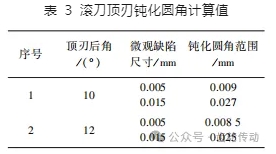
因此,滾刀頂鈍化圓角的理論值為 0.008 5 ~ 0.025 mm 之間。
② 滾刀側(cè)刃鈍化圓角計(jì)算
滾刀的側(cè)刃后角按以下公式計(jì)算:

式中:Zk 為滾刀容屑槽數(shù);K 為滾刀徑向鏟背量;dao 為滾刀外徑;αn 為滾刀法向壓力角。
經(jīng)過計(jì)算,試驗(yàn)刀具側(cè)后角值如表 4 所列。
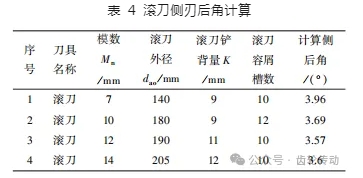
將表 4 中側(cè)刃后角 γ 的值以及側(cè)刃前角 0°帶入式(2),即可求出滾刀側(cè)刃鈍化圓角理論值。結(jié)果如表 5 所列。
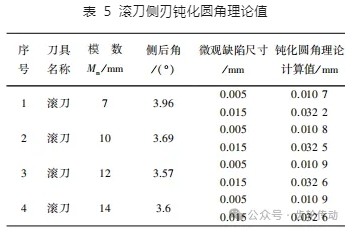
因此,滾刀側(cè)刃鈍化圓角的理論值為 0.01 ~ 0.03 mm 之間。
③ 滾刀鈍化圓角理論值
綜上所述,滾刀頂刃鈍化圓角理論值為 0.085 ~ 0.02 mm 之間,側(cè)刃鈍化圓角理論值為 0.01~0.03 mm 之間。由于滾刀頂刃及側(cè)刃是一起鈍化的,綜合考慮,當(dāng)滾刀在刃口缺陷微觀檢測(cè)值為 0.005 ~ 0.015 mm 時(shí),鈍化圓角理論值范圍是 0.085~0.02 mm。
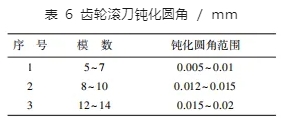
通過對(duì)刀具刃口的理論分析及計(jì)算,并與刀具制造廠家進(jìn)行技術(shù)溝通,同時(shí)分別對(duì)采購刀具、委外修磨涂層的刀具進(jìn)行檢測(cè),并參考進(jìn)口刀具刃口鈍化圓角,最后初步確認(rèn)鈍化圓角按表 6 所列執(zhí)行。
三、刀具試用結(jié)果
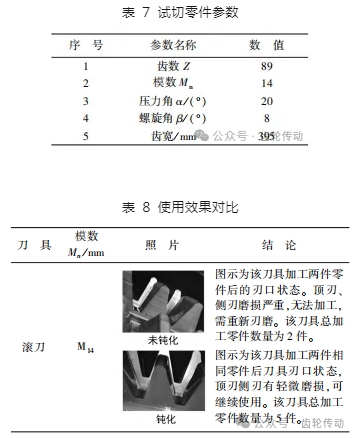
為驗(yàn)證刀具鈍化效果,分別對(duì)不同模數(shù)滾刀進(jìn)行切削試驗(yàn)。以模數(shù) 14 滾刀的切削為例,試切零件參數(shù)如表 7 所列,在切削參數(shù)一致的情況下,試驗(yàn)刀具試切結(jié)果如表 8 所列。從試驗(yàn)結(jié)果可以看出,鈍化后的滾刀切削性能及耐用度有了較大的提升。
通過刀具試驗(yàn)的數(shù)據(jù)統(tǒng)計(jì)發(fā)現(xiàn),大部分刀具耐用度都有明顯提升,壽命提升基本在 30%以上;部分小模數(shù)刀具實(shí)現(xiàn)了50%以上的提升。
四、結(jié)語
刀具刃口鈍化技術(shù)是提高刀具壽命、減少刀具消耗、提高加工效率的有效措施之一。文中重點(diǎn)對(duì)滾刀的刃口鈍化進(jìn)行了理論分析,并通過刀具試驗(yàn)證明了滾刀刃口鈍化可以有效提高刀具耐用度及壽命。目前,對(duì)滾刀鈍化還處于摸索階段,在試驗(yàn)中發(fā)現(xiàn),不同刀具之間鈍化效果差距較大。因此,加大滾刀鈍化技術(shù)研究對(duì)提高國產(chǎn)滾刀的加工性能,縮短與國外刀具的差距等方面具有重大意義。
參考文獻(xiàn)略.