為提高生產(chǎn)效率,對(duì)18CrNiMo7-6鋼、20CrNi2MoA鋼和20CrMnTi鋼混裝滲碳工藝進(jìn)行了試驗(yàn)。通過對(duì) 3 種材料采用強(qiáng)滲期碳勢(shì)1.1%、擴(kuò)散期碳勢(shì)0.75%、淬火保溫期碳勢(shì)0.75%,進(jìn)行同爐滲碳淬火處理后,3種材料的硬度均達(dá)到58~62HRC,滲碳層深滿足工藝技術(shù)要求,金相組織符合JB/T 6141.3—1992《重載齒輪滲碳金相檢驗(yàn)方法》要求。
重載齒輪是指?jìng)鬟f功率大、承載大、低速及受沖擊載荷大的齒輪,技術(shù)要求其具有優(yōu)良的耐磨性能、較高的接觸疲勞強(qiáng)度和彎曲疲勞強(qiáng)度,同時(shí)具有較高的抗沖擊和承載能力,因此需要對(duì)其進(jìn)行強(qiáng)化熱處理,滲碳淬火工藝是硬齒面齒輪強(qiáng)化的主要工藝之一,通過對(duì)齒輪進(jìn)行滲碳淬火處理,可以提高齒輪的綜合力學(xué)性能及使用壽命。礦用減速器齒輪在材料的選擇上,主要有20CrMnTi鋼、 20CrNi2MoA鋼和18CrNiMo7-6鋼。為適應(yīng)單件、小批量產(chǎn)品的生產(chǎn),從而提高生產(chǎn)效率,降低生產(chǎn)成本,本文對(duì)18CrNiMo7-6鋼、20CrNi2MoA鋼和 20CrMnTi鋼共3種材料的混裝滲碳工藝進(jìn)行了試驗(yàn),通過對(duì)3種材料采用相同的滲碳工藝參數(shù)所獲得的碳濃度梯度、硬度、滲層深度及金相組織進(jìn)行研究,篩選出同時(shí)滿足3種材料技術(shù)要求的滲碳淬火工藝。
一、試驗(yàn)材料及方法
試驗(yàn)材料及試樣
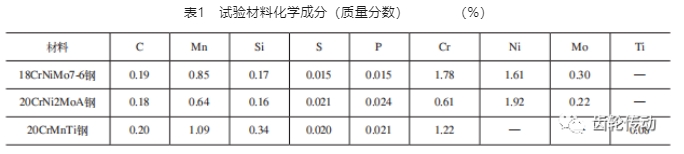
用齒輪毛坯粗車件來代替滲碳齒輪件,隨爐裝入材料為18CrNiMo7-6鋼、20CrNi2MoA鋼 和20CrMnTi鋼剝層試塊、滲碳試塊各1件,剝層試塊尺寸規(guī)格為φ 50mm×170mm,主要用于表面到中心碳含量的分析,滲碳試塊尺寸規(guī)格為φ 40mm×10mm,主要用于滲碳滲層深度、金相組織、硬度的檢測(cè)。3種試驗(yàn)材料的化學(xué)成分見表1。
滲碳技術(shù)要求
工藝滲碳層深度 1.4 ~ 1.8mm ,硬度 5 8 ~ 62HRC,滲層金相組織符合JB/T 6141.3—1992《重載齒輪滲碳金相檢驗(yàn)方法》要求。
試驗(yàn)方案
滲碳設(shè)備采用易普森箱式多用爐,滲碳?xì)夥諡楸?空氣的超級(jí)滲碳?xì)夥眨灼丈涫蕉嘤脿t具有碳擴(kuò)散曲線的自適應(yīng)功能,能夠根據(jù)工藝設(shè)定滲層深度、碳勢(shì)及滲層百分比自動(dòng)計(jì)算強(qiáng)滲和擴(kuò)散時(shí)間,確保滲層深度及表面碳含量。
18CrNiMo7-6鋼中富含碳化物形成元素Cr,在碳勢(shì)較高的情況下,表面容易形成角狀或網(wǎng)狀碳化物,嚴(yán)重縮短零件的使用壽命,20CrNi2MoA鋼中富含非碳化物形成元素Ni,表面不容易形成網(wǎng)狀碳化物,考慮3種材料在滲碳過程中吸碳能力不同,試驗(yàn)中共設(shè)計(jì)了兩種方案,具體試驗(yàn)參數(shù)見表2,工藝中設(shè)定滲層深度為1.7mm,心部碳含量(質(zhì)量分?jǐn)?shù))設(shè)定為0.4%。

試塊硬度采用TH301洛氏硬度計(jì)檢測(cè),金相組織采用光學(xué)顯微鏡DM13000M,按GB/T 13298—1991 《金屬顯微組織檢驗(yàn)方法》規(guī)定檢測(cè)顯微組織。
二、試驗(yàn)結(jié)果與分析
結(jié)果與分析
(1)碳濃度梯度結(jié)果 采用方案一滲碳處理后,3種材料碳濃度梯度結(jié)果如圖1所示;采用方案二滲碳處理后,3種材料碳濃度梯度結(jié)果如圖2 所示。
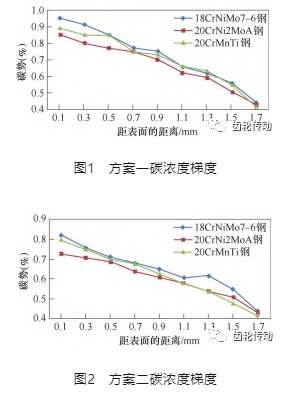
(2)碳濃度梯度分析從圖1、圖2可知,3 種材料采用同一滲碳工藝進(jìn)行滲碳淬火后,18CrNiMo7-6鋼表面碳含量最高,20CrMnTi鋼次之,20CrNi2MoA鋼最低。對(duì)材料合金元素進(jìn)行分析,其中Cr、Mo為碳化物形成元素,Ni為非碳化物形成元素。碳化物形成元素可以在滲碳時(shí)增加表面碳濃度,使碳濃度梯度變陡,非碳化物形成元素則可減少表面碳濃度,使碳濃度變得平緩。其中,18CrNiMo7-6鋼中碳化物形成元素與非碳化物形成元素相互配合,可使?jié)B碳鋼有較好的滲碳能力,且 18CrNiMo7-6鋼在3種材料中含Cr、Mo元素最高, 因此表面吸碳能力最強(qiáng)。20CrMnTi鋼雖未含Mo元素,但相對(duì)而言,因?yàn)镃r含量高于20CrNi2MoA 鋼,所以表面吸碳能力高于20CrNi2MoA鋼。
滲層、金相組織、硬度結(jié)果與分析
(1)滲層深度、金相組織、硬度結(jié)果采用方案一滲碳處理后,3種材料試塊滲層深度、金相組織、硬度結(jié)果見表3。采用方案二滲碳處理后,3種材料試塊滲層深度、金相組織、硬度結(jié)果見表4。
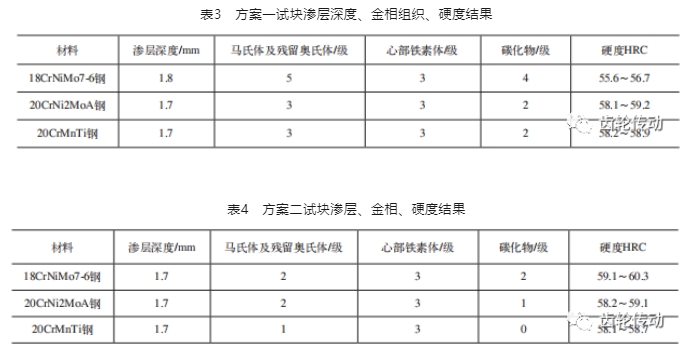
(2)滲層、金相組織、硬度結(jié)果分析從表 3、圖1結(jié)果分析得出,采用方案一工藝參數(shù)進(jìn)行滲碳淬火后,因18CrNiMo7-6鋼表面碳含量太高,淬火后試塊硬度低于技術(shù)要求,且表面存在大量殘留奧氏體,金相組織不合格。主要原因:一是 18CrNiMo7-6鋼Cr含量高,Cr元素等溶入奧氏體中,增加了奧氏體的穩(wěn)定性,使淬火后殘留奧氏體增多;二是滲層C含量過高,使溶入奧氏體的碳量 增加,造成淬火后殘留奧氏體增多。因此,在3種材料混裝時(shí),采用方案一工藝參數(shù)不可行。
從表4、圖2結(jié)果分析得出,采用方案二工藝參數(shù)進(jìn)行滲碳淬火后,3種材料的滲層深度、硬度和金相組織均符合技術(shù)要求。
三、結(jié)束語
1)18CrNiMo7-6鋼、20CrNi2MoA鋼和 20CrMnTi鋼采用同爐滲碳淬火后,18CrNiMo7-6 鋼滲碳層碳含量最高,20CrMnTi 鋼次之,20CrNi2MoA鋼最低。
2)18CrNiMo7-6鋼、20CrNi2MoA鋼和 20CrMnTi鋼同爐采用工藝強(qiáng)滲期碳勢(shì)為1.1%、擴(kuò)散期碳勢(shì)為0.75%、淬火保溫期碳勢(shì)為0.75%參數(shù)處理后,滲層深度、硬度、金相組織均符合技術(shù)要求,因此3種材料零件齒輪實(shí)物可據(jù)此合爐生產(chǎn)。
參考文獻(xiàn)略.