面齒輪是一種新型空間動力傳遞形式。相比于標(biāo)準(zhǔn)的螺旋錐齒輪傳動,面齒輪具有質(zhì)量輕、高互換性、結(jié)構(gòu)簡單、對軸向誤差不敏感的優(yōu)點(diǎn),目前已被應(yīng)用于直升機(jī)重載傳動系統(tǒng)當(dāng)中,未來應(yīng)用前景廣闊。為了提高面齒輪的加工效率,面齒輪高效成型方法及其相關(guān)刀具的研究是實(shí)現(xiàn)其工程應(yīng)用的關(guān)鍵因素。
面齒輪現(xiàn)有加工技術(shù)包括插齒、銑齒、滾齒加工方法及一些非主流工藝(如增材制造、鍛造、插銑等)。其中,最常見的是面齒輪插齒加工方法,也是最早形成的面齒輪加工方法,其通過模擬插齒刀和面齒輪的嚙合運(yùn)動加工齒面,缺點(diǎn)是插齒刀的進(jìn)給量對面齒輪齒面精度有很大的影響且加工效率低下。滾齒是一種高效的加工方法,通過刀具與面齒輪的定比例轉(zhuǎn)動連續(xù)展成出完整的面齒輪齒面,缺點(diǎn)是滾刀形貌復(fù)雜,制造成本高。因此,有必要提出一種新型面齒輪高效加工方法,在提高加工效率的同時(shí)控制刀具的制造成本。
強(qiáng)力車齒技術(shù)于 1910 年提出,由于其特殊的切削方法,強(qiáng)力車齒的加工效率極高,加工方式更簡便,尤其是應(yīng)用在漸開線圓柱內(nèi)齒輪加工上。
為實(shí)現(xiàn)面齒輪的高效加工,車齒刀具的研究同樣是關(guān)鍵部分。近年來,車齒刀具的設(shè)計(jì)和制造技術(shù)取得了長足的進(jìn)步,各種新型高性能車齒刀具不斷涌現(xiàn),包括漸開線車齒刀具和非漸開線車齒刀具。Chen 等提出了內(nèi)斜齒輪無誤差直齒車齒刀具的設(shè)計(jì)方法,并給出了刀具主齒面的磨削方法。賈康等提出了一種根據(jù)工件形狀反求車齒刀型線的非漸開線圓柱齒輪通用計(jì)算方法。
車齒加工是加工圓柱內(nèi)齒輪的一種連續(xù)展成法,其設(shè)計(jì)基于空間交錯(cuò)軸齒輪嚙合原理。在加工過程中,刀具與工件按固定比例轉(zhuǎn)動,同時(shí)刀具沿工件徑向移動,切除工件表面的材料,達(dá)到加工齒形的目的。車齒加工方法目前已應(yīng)用于多種類型齒輪加工,尤其是漸開線圓柱內(nèi)齒輪,較少應(yīng)用于面齒輪加工。北京航空航天大學(xué)王延忠團(tuán)隊(duì)開展了面齒輪車齒加工研究,結(jié)果表明,車齒加工面齒輪不僅可實(shí)現(xiàn)齒面的連續(xù)展成,同時(shí)還提高了齒面的表面完整性。
為了縮短面齒輪的制造周期,本文研究了面齒輪的連續(xù)展成車齒加工方法。通過建立車齒加工坐標(biāo)系,分析車齒加工運(yùn)動關(guān)系模型,推導(dǎo)得到了車齒加工過程中切削速度的數(shù)學(xué)表達(dá)式。建立車齒刀具數(shù)學(xué)模型,推導(dǎo)得到刀具切削角度數(shù)學(xué)表達(dá)式,獲得了刀具切削角度在加工時(shí)的變化過程。基于仿真及加工試驗(yàn)對面齒輪車齒加工方法的可行性進(jìn)行了驗(yàn)證。
一、車齒數(shù)學(xué)模型
車齒加工坐標(biāo)系:車齒可以看作是滾齒和插齒的結(jié)合。在加工過程中,刀具和工件同時(shí)圍繞中心軸高速旋轉(zhuǎn)。同時(shí),刀具沿工件徑向(圖 1 中 y 方向)移動,逐層切除工件,當(dāng)?shù)毒邚墓ぜ耐鈭A平移到內(nèi)圓時(shí),即可完成整個(gè)面齒輪的加工。
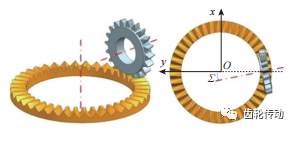
圖 1 車齒加工示意圖
加工坐標(biāo)系如圖 2 所示。在車齒過程中,工件繞zp軸旋轉(zhuǎn),而Sp ( Opxpypzp ) 是工件的空間固定坐標(biāo)系,與工件的初始位置重合。So (Ooxoyozo) 是車齒刀具的空間固定坐標(biāo)系,與車齒刀具的初始位置重合。在加工過程中,刀具圍繞 zo軸旋轉(zhuǎn)并沿 yp方向進(jìn)給。zp和yo之間的距離是 a,并且隨著加工的進(jìn)行 a 逐漸減小。yp和zo之間的角度是 Σ。由于該角度的存在,加工過程中刀具與工件之間才會產(chǎn)生切削力以切除材料。Ss (Osxsyszs)和 S2 (O2x2y2z2)是與車齒刀具和工件固定連接的空間動態(tài)坐標(biāo)系。當(dāng) Ss相對于So旋轉(zhuǎn)角度?s 時(shí),S2相對于Sp旋轉(zhuǎn)角度?2。
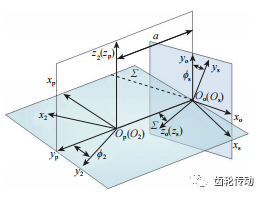
圖 2 車齒加工坐標(biāo)系
根據(jù)空間坐標(biāo)變換原理,工件坐標(biāo)系S2 與車齒刀具坐標(biāo)系 Ss之間的變換關(guān)系可表示為
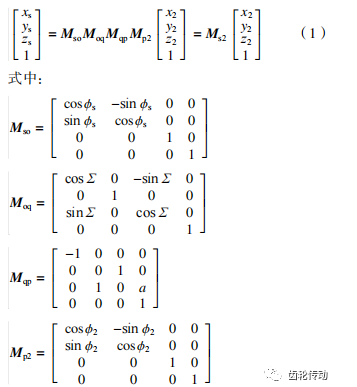
其中:Ms2為從坐標(biāo)系S2到坐標(biāo)系 Ss的坐標(biāo)變換矩陣,可由 Mso 、Moq、Mqp和 Mp2相乘得到。
車齒切削速度:車齒是一種利用空間交錯(cuò)軸齒輪嚙合原理的連續(xù)展成方法。當(dāng)?shù)毒吆凸ぜū壤D(zhuǎn)運(yùn)動時(shí),刀具和工件在切削點(diǎn)的相對速度就產(chǎn)生了。由于相對速度不等于零,使得車齒加工是可能的。利用車齒加工坐標(biāo)系,車齒刀具在切削點(diǎn)的切削速度便可以求得。
相對速度是刀具速度和工件速度之間的差值。相對速度的求解需要運(yùn)用到刀具和工件 2 個(gè)坐標(biāo)系之間的相對位置矢量項(xiàng),由式(1)可知,相對位置矢量項(xiàng)如下:

只要已知刀具和工件的位置矢量和角速度,就可以得到相對速度。相對速度vs2可表示為
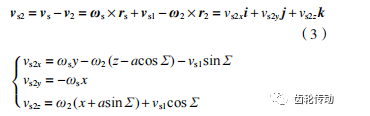
式中:ωs和 ω2分別為刀具和工件的角速度;rs 和 r2 分別為刀具和面齒輪上的點(diǎn)到各自動坐標(biāo)系原點(diǎn)的矢量;vs1為刀具的進(jìn)給速度;Σ為刀具和工件之間的角度;(x,y,z)為坐標(biāo)系So 中切削點(diǎn)的坐標(biāo)值,相對速度vs2 也基于坐標(biāo)系So。
車齒刀結(jié)構(gòu)設(shè)計(jì):車齒刀結(jié)構(gòu)與斜齒圓柱齒輪類似,通過在斜齒圓柱齒輪上附加刀具前角和后角即可得到車齒刀三維形貌。
前刀面是刀具切削過程中最重要的組成因素,由于其與工件切屑層直接接觸,切屑在其上發(fā)生變形、斷裂,直接影響工件表面切削的質(zhì)量。為便于說明,采用斜齒條為例來描述車齒刀前刀面的形成過程,如圖 3 所示。車齒刀近似于螺旋齒輪,若直接選用端平面作為前刀面,則會出現(xiàn) 2 條側(cè)刃的其中 1 條加工前角為負(fù)的情況,稱該側(cè)刃為鈍邊。為避免上述情況發(fā)生,前刀面需與端面產(chǎn)生一個(gè)夾角β,且β正好等于車齒刀螺旋角,如此便形成了平面 1。同時(shí)為保證頂刃具有加工正前角,使前刀面與平面 1 形成一個(gè)角度γ,同時(shí)將前刀面兩側(cè)設(shè)置成碗狀形式,用以增大兩側(cè)刀刃的加工前角,使得兩側(cè)前刀面具有不同的β值,分別為β1 和β2,由此得到最終的前刀面。設(shè)計(jì) γ = 3,β = 23 ,β1 = 5 ,β2 = 70。
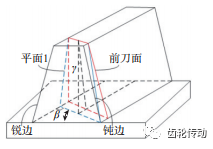
圖 3 車齒刀前刀面形成過程
車齒刀后刀面分為主后刀面、切入側(cè)后刀面和切出側(cè)后刀面(由于實(shí)際加工過程中車齒刀兩側(cè)刃不是同時(shí)切入和切出工件,定義先切入工件的一側(cè)刀刃為切入刃,另一側(cè)為切出刃),為保證車齒加工過程中刀具后刀面不與工件發(fā)生接觸,將主后刀面設(shè)計(jì)成圓錐面,將側(cè)后刀面設(shè)計(jì)成不同螺旋角的螺旋面。圖 4 為車齒刀結(jié)構(gòu)示意圖。
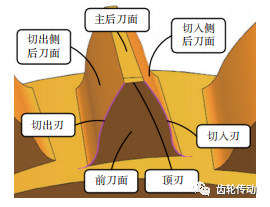
圖 4 車齒刀結(jié)構(gòu)示意圖
車齒切削角度:首先選定車齒刀具切削刃上一點(diǎn) M,建立刀具角度基準(zhǔn)平面,如圖 5 所示。假設(shè)切削刃點(diǎn) M 處的切削速度為V,則基面 Pr垂直于切削速度V ,切削平面Ps 由切削速度V和 M 處的切向量 q組成,主截面 Po同時(shí)垂直于基面 Pr和切削平面Ps。
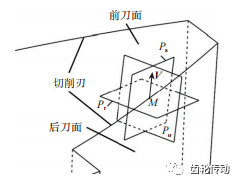
圖 5 刀具角度基準(zhǔn)平面
在主截面 Po中定義刀具的切削前角和切削后角。主截面Po 和基面 Pr的交線與主截面 Po和前刀面的交線之間的夾角是切削前角 γ0。主截面 Po與切削平面Ps的交線與主截面Po與后刀面的交線之間的夾角為切削后角 α0,如圖 6 所示。
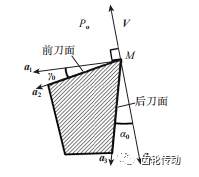
圖 6 主界面中的切削角度
根據(jù)切削角度的定義,切削前角 γ0和切削后角α0 可以表示為
其中:Ns、No、Nq 和 Nh分別為切削平面法矢、主截面法矢、前刀面法矢和后刀面法矢。
由圖 3 所示前刀面形成過程,前刀面法矢可求得為Nq = (−sin β,tan γ, cos β) ,而后刀面為理論螺旋面,其上任一點(diǎn)法矢Nh 也可求得。因切削平面 Ps由切削速度V 和切矢q構(gòu)成,切削平面法矢Ns 可表示為:Ns = V × q , 而切矢q 同時(shí)垂直與Nq和Nh,有 q = Nq × Nh。主截面法矢No 同時(shí)垂直于Ns 和V,有No = Ns ×V。
二、切削角度計(jì)算
加工過程中切削變化:在車齒過程中,車齒刀具的每個(gè)刀齒都會經(jīng)歷從切入工件到切出工件的過程。在該過程中,車齒刀具在接觸點(diǎn)的切削速度是不斷變化的,切削角度也在不斷變化。基于表 1 所列參數(shù),對車齒加工過程及不同結(jié)構(gòu)參數(shù)對切削角度的影響進(jìn)行分析。
表 1 車齒基本參數(shù)
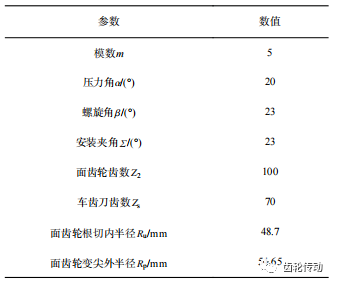
圖 7 為車齒刀具切削前角隨刀具轉(zhuǎn)角的變化,選取了車齒刀刀刃上齒底、齒中、齒頂 3 個(gè)點(diǎn),輸出了刀齒由切入到切出工件整個(gè)過程的切削前角變化情況。可以看出,隨著刀齒的切入到切出,切入刃前角先減后增,切出刃前角一直減小,切入刃齒頂前角最大,切出刃齒頂前角最小,總體來看,前角恒為正,滿足加工需求。
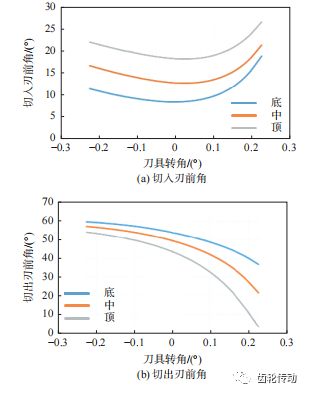
圖 7 切削前角隨刀具轉(zhuǎn)角的變化
結(jié)構(gòu)參數(shù)對切削角度影響規(guī)律:車齒刀結(jié)構(gòu)參數(shù)包括模數(shù)、齒數(shù)、螺旋角、壓力角、其中,模數(shù)和壓力角對刀具切削角度的影響很小,因此,主要分析刀具齒數(shù)和螺旋角β1、β2對切削角度的影響規(guī)律。
在工件齒數(shù)不變的情況下,改變刀具齒數(shù)主要影響傳動比,從而改變工件相對刀具的切削速度。圖 8 為刀具齒數(shù)對切削前角的影響。可見,刀具齒數(shù)對于刀具前角的影響無明顯規(guī)律,而前角隨刀具轉(zhuǎn)動過程的變化趨勢基本相同。
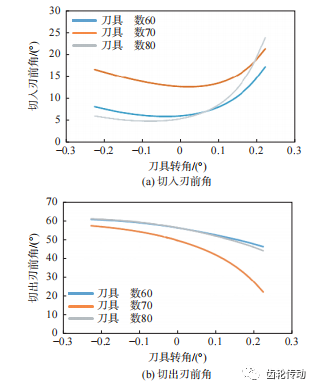
圖 8 刀具齒數(shù)對切削前角的影響
圖 9 為刀具螺旋角β對切削前角的影響。可見,β1 增大會導(dǎo)致負(fù)前角出現(xiàn),而 β2減小則會導(dǎo)致負(fù)前角出現(xiàn)。因此,在設(shè)計(jì)面齒輪車齒刀時(shí),應(yīng)嚴(yán)格控制 β1、β2的大小。
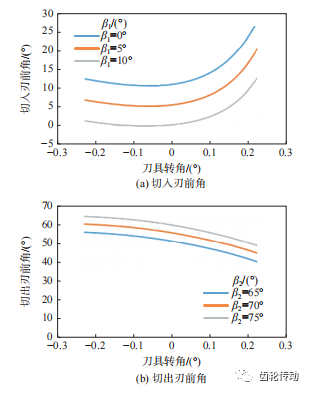
圖 9 刀具螺旋角對切削前角的影響
三、仿真加工試驗(yàn)
車齒加工仿真:利用 VERICUT 仿真軟件進(jìn)行車齒加工仿真,先根據(jù)實(shí)際加工要求建立虛擬加工機(jī)床,再導(dǎo)入待加工刀具和工件毛坯的三維模型,并根據(jù)加工過程中刀具與工件的相對位置編寫數(shù)控代碼進(jìn)行虛擬加工驗(yàn)證。該方法能直觀地模擬真實(shí)的車齒加工過程和齒面成形過程,從而驗(yàn)證車齒加工的可行性和車齒刀具結(jié)構(gòu)設(shè)計(jì)的正確性。
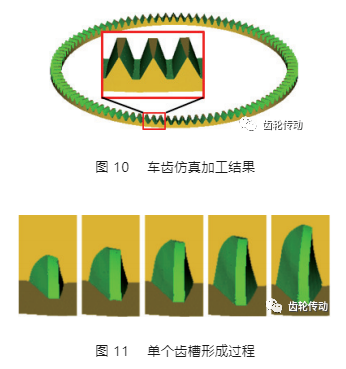
為了驗(yàn)證面齒輪根切和變尖現(xiàn)象,將毛坯的內(nèi)外半徑設(shè)置為與面齒輪根切和變尖半徑,給出了車齒過程的仿真過程和結(jié)果。可見,隨著加工的進(jìn)行,工件的齒形由外向內(nèi)逐漸形成。加工結(jié)果與預(yù)期假設(shè)一致,驗(yàn)證了車齒工藝的可行性。
仿真得到工件單個(gè)齒槽成型過程如圖 10 所示。刀具切削刃切入工件后,刀具與工件開始進(jìn)行空間展成切削,單個(gè)齒槽的切削成型過程如圖 11 所示。可以看出,刀具和工件展成運(yùn)動形成工件齒槽的全過程,刀具的切入刃、頂刃與切出刃從切入到切出的過程中,形成工件齒槽的左右齒面并不相同,切出刃相較于切入刃更早地加工出面齒輪齒形。
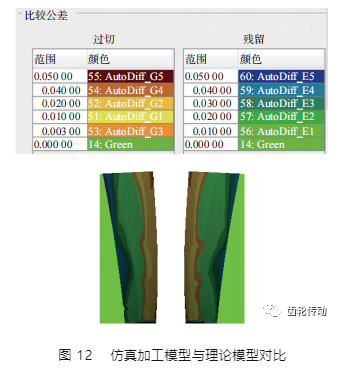
利用 VERICUT 提供的“自動比較”功能分析刮齒加工后面齒輪與標(biāo)準(zhǔn)面齒輪的齒面偏差。由圖 12 可以看出,刮齒加工仿真得到的面齒輪模型與理論模型存在一定的差距,具體表現(xiàn)為面齒輪齒根處發(fā)生過切和面齒輪齒頂處發(fā)生殘留,最大過切及殘留量約為 0.05 mm。產(chǎn)生這一結(jié)果的主要原因是:由于刮齒刀結(jié)構(gòu)前角的存在,使得刀具切削刃并非理論的漸開線,刀具前角給加工引入了一定的誤差。
車齒切削力仿真計(jì)算:利用 UG 三維建模軟件實(shí)現(xiàn)車齒刀的幾何建模,為了簡化計(jì)算,僅選取整個(gè)車齒刀的 5 個(gè)齒作為分析對象,得到車齒刀的最終實(shí)體模型,如圖 13 所示。
圖 13 車齒刀幾何模型
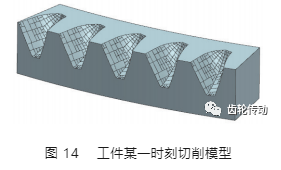
利用 VERICUT 軟件,可以得到加工過程中某一時(shí)刻的工件模型。在 DEFORM 軟件中,只需預(yù)先給刀具施加一個(gè)軸向位移,就可以模擬刀具在下一次進(jìn)給時(shí)的切削情況。圖 14 為從 VERICUT 軟件中提取的工件車齒過程中某一時(shí)刻的切削模型。
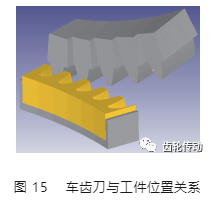
在設(shè)置刀具與工件的安裝夾角后,應(yīng)通過調(diào)整刀具沿工件的徑向距離,使刀具盡可能貼近工件,以減少最初的仿真計(jì)算時(shí)間,刀具與工件的位置關(guān)系如圖 15 所示。
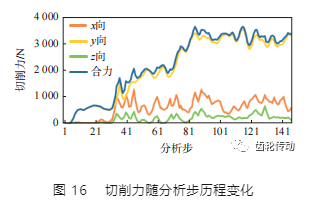
通過分析步驟歷史,得出了車齒過程中刀具切削力的變化規(guī)律,如圖 16 所示。可以看出,刀具在 y 方向(工件徑向)受到的力最大。為了粗略估計(jì)車齒過程的平均切削力,取第 80 步分析后刀具切削力的平均值作為車齒過程刀具切削力的估計(jì)值,此處計(jì)算的平均切削力為 3 247 N。
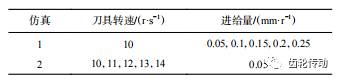
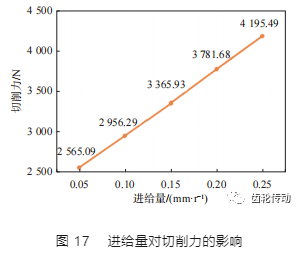
切削力影響因素分析:選擇 2 個(gè)對切削力有顯著影響的工藝參數(shù),即刀具轉(zhuǎn)速和刀具進(jìn)給量。通過單因素試驗(yàn),研究了 2 種工藝參數(shù)對切削力的影響,仿真參數(shù)如表 2 所示,其中,刀具進(jìn)給量為車齒加工時(shí)工件每轉(zhuǎn)過一周時(shí)刀具沿工件徑向的進(jìn)給量。
表 2 車齒仿真加工參數(shù)
隨著進(jìn)給量的增加,刀具的切削力逐漸增大,且呈線性變化趨勢。分析原因?yàn)椋弘S著進(jìn)給速度的增加,刀具一次切削材料較多,刀具與工件之間的接觸面積增大,導(dǎo)致切削力增加,如圖 17 所示。
隨著刀具轉(zhuǎn)速的增加,切削力逐漸減小,且減小趨勢逐漸減小。因此,較高的刀具轉(zhuǎn)速有利于齒加工,如圖 18 所示。
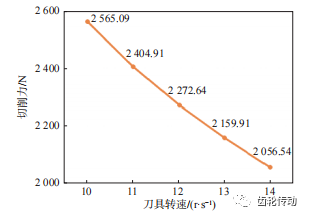
圖 18 刀具轉(zhuǎn)速對切削力的影響
車齒加工試驗(yàn):在面齒輪專用數(shù)控加工機(jī)床上開展了面齒輪車齒加工試驗(yàn),如圖 19 所示。面齒輪樣件采用樹脂材料,通過控制刀具軸和工件軸定比例轉(zhuǎn)動,同時(shí)附加刀具一個(gè)徑向的位移,實(shí)現(xiàn)了面齒輪的車齒加工。試驗(yàn)初步驗(yàn)證了面齒輪車齒加工方法的正確性,后續(xù)還需開展針對鋼材料的面齒輪車齒加工,以研究車齒加工參數(shù)對實(shí)際加工過程的影響規(guī)律。

四、結(jié)論
1) 從交錯(cuò)軸斜齒輪副的工作原理出發(fā),分析了車齒刀具的設(shè)計(jì)原理,建立了加工運(yùn)動關(guān)系模型和車齒加工坐標(biāo)系,推導(dǎo)了車齒刀具刃口切削點(diǎn)的切削速度。
2) 根據(jù)切削原理,建立了切削角度的數(shù)學(xué)模型,分析了刀具切削角度在加工過程中的變化規(guī)律,分析了車齒刀具設(shè)計(jì)參數(shù)(前角和后角)對切削角度的影響。
3) 利用加工仿真對車齒過程進(jìn)行了分析,得出了切削力隨分析步長的變化規(guī)律,并對刀具速度和刀具進(jìn)給量進(jìn)行了對比分析,開展了加工試驗(yàn),驗(yàn)證了車齒加工面齒輪方法的正確性。
為了盡可能降低刀具的制造成本,可以將車齒刀具的基體和齒設(shè)計(jì)成裝配形式,基體可以用更便宜的材料制成。當(dāng)?shù)毒叩凝X損壞時(shí),只更換部分齒,而不更換整個(gè)車齒刀具。仿真得到的面齒輪齒面與理論齒面之間存在一定的誤差,分析原因在于車齒刀具前角給齒形帶來誤差,后續(xù)處理誤差有待進(jìn)一步研究。
參考文獻(xiàn)略.