智能、高效、綠色制造是齒輪加工企業(yè)努力追求的目標(biāo);智能制造,柔性生產(chǎn)線,干式切削設(shè)備,無疑會(huì)對企業(yè)生產(chǎn)效率、環(huán)境帶來很大提升,但是巨大的設(shè)備資本投入,新技術(shù)人才培養(yǎng)等問題,對于擁有大量普通設(shè)備的企業(yè)面臨決策難題。
我們將微量潤滑技術(shù)用于齒輪加工,一方面用很小的投入改造普通設(shè)備,基本達(dá)到環(huán)境要求,同時(shí)提高效率,降低加工成本。另一方面,在滿足環(huán)境要求的前提下,推動(dòng)微量潤滑技術(shù)用于新設(shè)備,探索新的優(yōu)于純干式切削的加工領(lǐng)域,幫助客戶達(dá)成高效率、低成本、清潔生產(chǎn)!
一、齒輪加工企業(yè)面臨的難題
滾齒加工是齒輪加工中應(yīng)用最多的工藝方法,傳統(tǒng)滾齒加工一般采取油冷卻方式,但在加工過程中會(huì)產(chǎn)生大量油煙,未經(jīng)處理的油煙,嚴(yán)重影響員工健康,污染大氣環(huán)境。
隨著機(jī)床和滾刀性能的提高,滾齒向高速高效化迅速發(fā)展,加工油煙也隨之加重,難以處理,成為工廠難以治愈的頑疾。
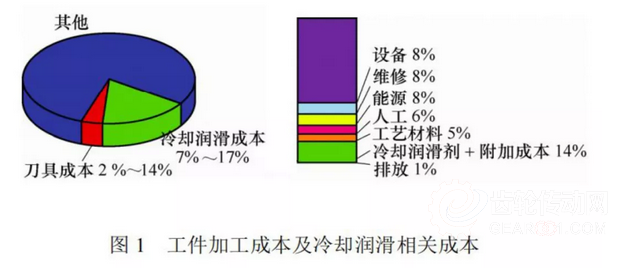
因大量潤滑冷卻油的使用,工件表面,鐵屑中會(huì)殘留大量油液,加之部分機(jī)床泄露,使得地面,轉(zhuǎn)運(yùn)架等也會(huì)滴落粘附很多油品,造成地面,工裝污染。鐵屑需經(jīng)甩油處理才能壓塊處理。油品的浪費(fèi)也直接導(dǎo)致加工成本的提高。
新的環(huán)保法施行后,空氣、土地的污染后果更為嚴(yán)重,企業(yè)將面臨嚴(yán)苛的處罰。
目前,齒輪加工工廠油煙處理方式常用的有兩種:
1.靜電式或離心式機(jī)床油煙處理器。
2.煙氣集中收集處理系統(tǒng)。
第一種需要定期更換濾芯或清洗濾網(wǎng),否則就會(huì)失效。而且更換耗材也增加了成本消耗。第二種要架設(shè)管道,收集罩,大功率風(fēng)機(jī)及油煙處理設(shè)備。投資較大,而且生產(chǎn)線設(shè)備搬遷時(shí)需要重新布局。
近年來,高速干切滾齒機(jī)引領(lǐng)起高效,環(huán)保的熱潮,許多齒輪加工企業(yè)引進(jìn)高效干切滾齒機(jī)。但是,加工大模數(shù)齒輪工件發(fā)熱,刀具成本偏高,一直給設(shè)備制造商和客戶帶來困擾。
柔性線,智能加工單元,干切機(jī)床在滿足高效,高精度的同時(shí),設(shè)備和刀具的投入很大,這對于轉(zhuǎn)型升級期的許多企業(yè)都是巨大的壓力。
二、微量潤滑冷卻技術(shù)(MQL)的原理和優(yōu)勢
機(jī)械加工冷卻方式目前有傳統(tǒng)澆注式,純干式和準(zhǔn)干式三種:
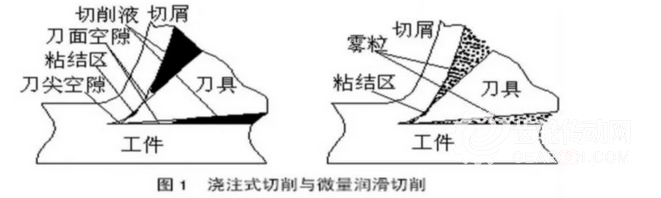
傳統(tǒng)澆注式切削技術(shù)是指在切削過程中大量澆注切削液實(shí)現(xiàn)冷卻潤滑,以降低切削力和切削溫度,延長刀具的使用壽命的切削工藝方法。
干式切削(Dry machining, DM)技術(shù)是指在切削過程中不使用切削液,利用高速切削減少刀具和工件接觸時(shí)間,通過快速移除的切屑帶走大部分加工熱量,達(dá)到穩(wěn)定切削的工藝方法。
準(zhǔn)干式切削技術(shù)(Near-dry machining,NDM)是將傳統(tǒng)澆注式切削和干式切削的優(yōu)點(diǎn)相互結(jié)合,在切削過程中使用極少量潤滑介質(zhì),滿足加工要求的切削工藝方法。
微量潤滑(Minimum quantity lubrication,MQL)切削技術(shù)也叫做最小量潤滑,是一種典型的準(zhǔn)干式切削方法,是指將壓縮氣體(空氣、氮?dú)狻⒍趸嫉?與極微量的潤滑劑混合汽化,形成微米級的液滴,噴射到加工區(qū)進(jìn)行有效潤滑的一種切削加工方法。該技術(shù)最早由德國學(xué)者 KLOCKE 等在 1997 年提出。大量試驗(yàn)及工程應(yīng)用證明,其具有切削液用量少,可有效減小刀具-工件、刀具-切屑界面摩擦,降低切削力,防止黏結(jié),延長刀具壽命,提高工件表面質(zhì)量等優(yōu)點(diǎn)。
圍繞 MQL 切削機(jī)理的研究基于切削區(qū)單個(gè)毛細(xì)管假設(shè)模型展開:英國、俄羅斯學(xué)者提出毛細(xì)管幾何假設(shè)模型,其毛細(xì)管截面尺寸均為微米級。切削界面毛細(xì)管的存在,為潤滑劑的滲透提供了空間。隨著切削過程中刀具切屑間相對運(yùn)動(dòng)的不斷進(jìn)行,單個(gè)毛細(xì)管均有一定的存在時(shí)間,考慮到切削液的滲透過程,當(dāng)切削液流體滲透毛細(xì)管的時(shí)間小于毛細(xì)管存在時(shí)間時(shí),此為切削液具有有效潤滑作用的必要條件。傳統(tǒng)澆注式切削中,切削液以連續(xù)流體形式供給,由于表面張力、摩擦力和沿程阻力等因素的影響,其在微尺度切削界面毛細(xì)管中的滲透,存在滲透極限長度;而以微米、納米級霧粒供應(yīng)切削液的 MQL技術(shù)可在壓力差和初始噴射速度的作用下實(shí)現(xiàn)對切削區(qū)毛細(xì)管的充分、快速填充。相關(guān)研究表明,MQL 霧粒具有極強(qiáng)的滲透和吸附能力,可在切削界面產(chǎn)生有效油膜,因而降低了摩擦系數(shù)、刀具磨損。
國內(nèi)外專家學(xué)者的研究成果,也充分證明MQL的優(yōu)勢:
Iskandar Y 等 (2014)進(jìn)行了基于流量可視MQL優(yōu)化加工復(fù)合材料研究,通過定量的潤滑液供給以及氣量供給,不同靶距進(jìn)行銑削實(shí)驗(yàn),研究發(fā)現(xiàn):切削性能方面,相比干切削與澆注式冷卻能夠降低22%后刀面磨損量,相比只使用壓縮空氣降低30%后刀面磨損量。同時(shí)使用高流量氣量供給和小流量潤滑液供給條件下的刀具壽命最長。
上海交大劉志強(qiáng)等 (2013)采用不同的涂層刀具對比了干切削以及MQL條件下切削鈦合金TC4的刀具壽命及磨損機(jī)理研究。實(shí)驗(yàn)表明相比干切削,MQL技術(shù)能夠顯著改善刀具壽命。
中北大學(xué)李文舉等 (2014)采用硬質(zhì)合金刀具車削1Cr18Ni9Ti油膜水滴冷卻潤滑研究,實(shí)驗(yàn)研究結(jié)果表明油膜水滴能夠起到很好的冷卻潤滑效果,減小刀具與工件的摩擦,顯著減小切削力,提高工件表面質(zhì)量,提高刀具壽命。
日本 H Sasahara 等 (2016)使用旋轉(zhuǎn)車刀MQL下車削304不銹鋼,研究發(fā)現(xiàn)干切削溫度高達(dá)1000°C,使用MQL以后溫度降到900°C,降溫能力約10%,同時(shí)能夠減小后刀面的磨損。
微量潤滑技術(shù)和傳統(tǒng)切削及干式切削比較優(yōu)勢:
1. 顯著降低能源消耗,減少二氧化碳排放量,“環(huán)保型生產(chǎn)”。
2. 無需冷卻液相關(guān)設(shè)備,減小機(jī)床占地面積,降低配件和維修成本。
3. 和澆注式冷卻潤滑比較,可以顯著延長刀具的使用壽命;
4. 微量潤滑油用量僅僅是澆注式切削液的萬分之一,并且無需回收處理。
5. 加工設(shè)備可以獲得更高的切削速度,更好的表面質(zhì)量。
6. 切屑干燥,可直接壓塊。減少甩干,除油工序,提升切屑回收價(jià)格。
7. 可以大幅度減少因澆注潤滑油、切削液產(chǎn)生的加工油煙、水蒸氣,杜絕工件轉(zhuǎn)運(yùn)過程滴油、滴水帶來的地面和運(yùn)轉(zhuǎn)架污染,極大節(jié)省現(xiàn)場清潔時(shí)間。

三、微量潤滑冷卻技術(shù)(MQL)的應(yīng)用范圍
國內(nèi)典型工廠:
長安福特發(fā)動(dòng)機(jī)和北京寶沃發(fā)動(dòng)機(jī)的缸體使用MQL技術(shù)
長城汽車徐水自動(dòng)變速器工廠熱前車削中心德國WEISSER使用MQL.
加工機(jī)床類型:
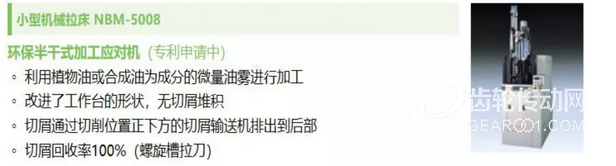
機(jī)床應(yīng)用包括磨、銑、車、鉆、鏜、鋸切、拉床、搓齒機(jī)、滾齒、插齒等。
圖示為日本不二越公司的利用微量油霧進(jìn)行加工的新型拉床。
加工材料:
微量潤滑技術(shù)可以用于加工有色金屬、鋼材、難加工材料等。
加工刀具:
目前世界上的主要刀具品牌均有微量潤滑用刀具,如瑪帕、山特維克、瓦爾特、不二越、三菱等。
四、典型微量潤滑設(shè)備類型和噴霧關(guān)鍵參數(shù)
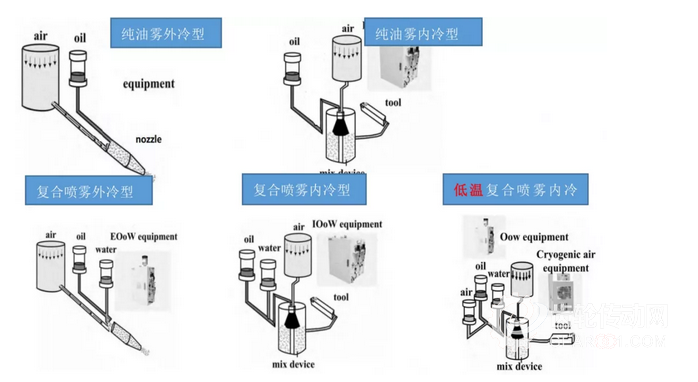
目前應(yīng)用較多的微量潤滑設(shè)備按噴霧路徑可以分為內(nèi)冷型和外冷型。按冷卻介質(zhì)區(qū)分可以分為純油霧型和復(fù)合型。按噴霧介質(zhì)溫度可以分為常溫型和低溫型等。
根據(jù)生產(chǎn)實(shí)踐、理論研究成果,參考國家標(biāo)準(zhǔn),我們總結(jié)出微量潤滑噴霧的主要參數(shù)如下:
噴射距離:10-70毫米
供氣壓力:0.4-0.6MP
潤滑劑用量:5-300毫升/小時(shí)
冷卻水用量:50-2000毫升/小時(shí)
射流溫度:常溫 低溫 -5°到-40°
噴射角度:與加工方向約30°
霧粒直徑:0.5-20μm
霧粒濃度: 5~20 mg/m3
噴射流量:大于0.3Nm³/min
五、應(yīng)用MQL技術(shù)改造的機(jī)床實(shí)例
A. 在傳統(tǒng)油冷卻滾齒機(jī)和干切滾齒機(jī)上的應(yīng)用

B. 在傳統(tǒng)油冷卻插齒機(jī)上的應(yīng)用

C. 在干切銑齒機(jī)上的應(yīng)用

D、在數(shù)控車床中的應(yīng)用

六、微量潤滑技術(shù)應(yīng)用中的問題點(diǎn)
1、切削基本原理研究,具有切實(shí)指導(dǎo)意義的工藝參數(shù)研究。
2、盲目樂觀,忽視MQL改造帶來的負(fù)面影響,導(dǎo)致改造失敗。
3、客戶對微量潤滑技術(shù)的認(rèn)知和推行過程遇到問題的態(tài)度。
4、大模數(shù)(M6以上)和重切削加工MQL的冷卻潤滑難題。
難點(diǎn):
■滾齒機(jī)、插齒機(jī)、剃齒機(jī)等機(jī)床防護(hù)
■機(jī)床內(nèi)鐵屑清理排除
■員工加工工作習(xí)慣改變
我們將微量潤滑技術(shù)用于齒輪加工,一方面用很小的投入改造普通設(shè)備,基本達(dá)到環(huán)境要求,同時(shí)提高效率,降低加工成本。另一方面,在滿足環(huán)境要求的前提下,推動(dòng)微量潤滑技術(shù)用于新設(shè)備,探索新的優(yōu)于純干式切削的加工領(lǐng)域,幫助客戶達(dá)成高效率、低成本、清潔生產(chǎn)!
一、齒輪加工企業(yè)面臨的難題
滾齒加工是齒輪加工中應(yīng)用最多的工藝方法,傳統(tǒng)滾齒加工一般采取油冷卻方式,但在加工過程中會(huì)產(chǎn)生大量油煙,未經(jīng)處理的油煙,嚴(yán)重影響員工健康,污染大氣環(huán)境。
隨著機(jī)床和滾刀性能的提高,滾齒向高速高效化迅速發(fā)展,加工油煙也隨之加重,難以處理,成為工廠難以治愈的頑疾。
因大量潤滑冷卻油的使用,工件表面,鐵屑中會(huì)殘留大量油液,加之部分機(jī)床泄露,使得地面,轉(zhuǎn)運(yùn)架等也會(huì)滴落粘附很多油品,造成地面,工裝污染。鐵屑需經(jīng)甩油處理才能壓塊處理。油品的浪費(fèi)也直接導(dǎo)致加工成本的提高。
目前,齒輪加工工廠油煙處理方式常用的有兩種:
1.靜電式或離心式機(jī)床油煙處理器。
2.煙氣集中收集處理系統(tǒng)。
第一種需要定期更換濾芯或清洗濾網(wǎng),否則就會(huì)失效。而且更換耗材也增加了成本消耗。第二種要架設(shè)管道,收集罩,大功率風(fēng)機(jī)及油煙處理設(shè)備。投資較大,而且生產(chǎn)線設(shè)備搬遷時(shí)需要重新布局。
近年來,高速干切滾齒機(jī)引領(lǐng)起高效,環(huán)保的熱潮,許多齒輪加工企業(yè)引進(jìn)高效干切滾齒機(jī)。但是,加工大模數(shù)齒輪工件發(fā)熱,刀具成本偏高,一直給設(shè)備制造商和客戶帶來困擾。
柔性線,智能加工單元,干切機(jī)床在滿足高效,高精度的同時(shí),設(shè)備和刀具的投入很大,這對于轉(zhuǎn)型升級期的許多企業(yè)都是巨大的壓力。
二、微量潤滑冷卻技術(shù)(MQL)的原理和優(yōu)勢
機(jī)械加工冷卻方式目前有傳統(tǒng)澆注式,純干式和準(zhǔn)干式三種:
傳統(tǒng)澆注式切削技術(shù)是指在切削過程中大量澆注切削液實(shí)現(xiàn)冷卻潤滑,以降低切削力和切削溫度,延長刀具的使用壽命的切削工藝方法。
干式切削(Dry machining, DM)技術(shù)是指在切削過程中不使用切削液,利用高速切削減少刀具和工件接觸時(shí)間,通過快速移除的切屑帶走大部分加工熱量,達(dá)到穩(wěn)定切削的工藝方法。
準(zhǔn)干式切削技術(shù)(Near-dry machining,NDM)是將傳統(tǒng)澆注式切削和干式切削的優(yōu)點(diǎn)相互結(jié)合,在切削過程中使用極少量潤滑介質(zhì),滿足加工要求的切削工藝方法。
微量潤滑(Minimum quantity lubrication,MQL)切削技術(shù)也叫做最小量潤滑,是一種典型的準(zhǔn)干式切削方法,是指將壓縮氣體(空氣、氮?dú)狻⒍趸嫉?與極微量的潤滑劑混合汽化,形成微米級的液滴,噴射到加工區(qū)進(jìn)行有效潤滑的一種切削加工方法。該技術(shù)最早由德國學(xué)者 KLOCKE 等在 1997 年提出。大量試驗(yàn)及工程應(yīng)用證明,其具有切削液用量少,可有效減小刀具-工件、刀具-切屑界面摩擦,降低切削力,防止黏結(jié),延長刀具壽命,提高工件表面質(zhì)量等優(yōu)點(diǎn)。
圍繞 MQL 切削機(jī)理的研究基于切削區(qū)單個(gè)毛細(xì)管假設(shè)模型展開:英國、俄羅斯學(xué)者提出毛細(xì)管幾何假設(shè)模型,其毛細(xì)管截面尺寸均為微米級。切削界面毛細(xì)管的存在,為潤滑劑的滲透提供了空間。隨著切削過程中刀具切屑間相對運(yùn)動(dòng)的不斷進(jìn)行,單個(gè)毛細(xì)管均有一定的存在時(shí)間,考慮到切削液的滲透過程,當(dāng)切削液流體滲透毛細(xì)管的時(shí)間小于毛細(xì)管存在時(shí)間時(shí),此為切削液具有有效潤滑作用的必要條件。傳統(tǒng)澆注式切削中,切削液以連續(xù)流體形式供給,由于表面張力、摩擦力和沿程阻力等因素的影響,其在微尺度切削界面毛細(xì)管中的滲透,存在滲透極限長度;而以微米、納米級霧粒供應(yīng)切削液的 MQL技術(shù)可在壓力差和初始噴射速度的作用下實(shí)現(xiàn)對切削區(qū)毛細(xì)管的充分、快速填充。相關(guān)研究表明,MQL 霧粒具有極強(qiáng)的滲透和吸附能力,可在切削界面產(chǎn)生有效油膜,因而降低了摩擦系數(shù)、刀具磨損。
國內(nèi)外專家學(xué)者的研究成果,也充分證明MQL的優(yōu)勢:
Iskandar Y 等 (2014)進(jìn)行了基于流量可視MQL優(yōu)化加工復(fù)合材料研究,通過定量的潤滑液供給以及氣量供給,不同靶距進(jìn)行銑削實(shí)驗(yàn),研究發(fā)現(xiàn):切削性能方面,相比干切削與澆注式冷卻能夠降低22%后刀面磨損量,相比只使用壓縮空氣降低30%后刀面磨損量。同時(shí)使用高流量氣量供給和小流量潤滑液供給條件下的刀具壽命最長。
上海交大劉志強(qiáng)等 (2013)采用不同的涂層刀具對比了干切削以及MQL條件下切削鈦合金TC4的刀具壽命及磨損機(jī)理研究。實(shí)驗(yàn)表明相比干切削,MQL技術(shù)能夠顯著改善刀具壽命。
中北大學(xué)李文舉等 (2014)采用硬質(zhì)合金刀具車削1Cr18Ni9Ti油膜水滴冷卻潤滑研究,實(shí)驗(yàn)研究結(jié)果表明油膜水滴能夠起到很好的冷卻潤滑效果,減小刀具與工件的摩擦,顯著減小切削力,提高工件表面質(zhì)量,提高刀具壽命。
日本 H Sasahara 等 (2016)使用旋轉(zhuǎn)車刀MQL下車削304不銹鋼,研究發(fā)現(xiàn)干切削溫度高達(dá)1000°C,使用MQL以后溫度降到900°C,降溫能力約10%,同時(shí)能夠減小后刀面的磨損。
微量潤滑技術(shù)和傳統(tǒng)切削及干式切削比較優(yōu)勢:
1. 顯著降低能源消耗,減少二氧化碳排放量,“環(huán)保型生產(chǎn)”。
2. 無需冷卻液相關(guān)設(shè)備,減小機(jī)床占地面積,降低配件和維修成本。
3. 和澆注式冷卻潤滑比較,可以顯著延長刀具的使用壽命;
4. 微量潤滑油用量僅僅是澆注式切削液的萬分之一,并且無需回收處理。
5. 加工設(shè)備可以獲得更高的切削速度,更好的表面質(zhì)量。
6. 切屑干燥,可直接壓塊。減少甩干,除油工序,提升切屑回收價(jià)格。
7. 可以大幅度減少因澆注潤滑油、切削液產(chǎn)生的加工油煙、水蒸氣,杜絕工件轉(zhuǎn)運(yùn)過程滴油、滴水帶來的地面和運(yùn)轉(zhuǎn)架污染,極大節(jié)省現(xiàn)場清潔時(shí)間。
客戶應(yīng)用微量潤滑技術(shù)改造生產(chǎn)線
三、微量潤滑冷卻技術(shù)(MQL)的應(yīng)用范圍
國內(nèi)典型工廠:
長安福特發(fā)動(dòng)機(jī)和北京寶沃發(fā)動(dòng)機(jī)的缸體使用MQL技術(shù)
長城汽車徐水自動(dòng)變速器工廠熱前車削中心德國WEISSER使用MQL.
加工機(jī)床類型:
機(jī)床應(yīng)用包括磨、銑、車、鉆、鏜、鋸切、拉床、搓齒機(jī)、滾齒、插齒等。
圖示為日本不二越公司的利用微量油霧進(jìn)行加工的新型拉床。
加工材料:
微量潤滑技術(shù)可以用于加工有色金屬、鋼材、難加工材料等。
加工刀具:
目前世界上的主要刀具品牌均有微量潤滑用刀具,如瑪帕、山特維克、瓦爾特、不二越、三菱等。
四、典型微量潤滑設(shè)備類型和噴霧關(guān)鍵參數(shù)
目前應(yīng)用較多的微量潤滑設(shè)備按噴霧路徑可以分為內(nèi)冷型和外冷型。按冷卻介質(zhì)區(qū)分可以分為純油霧型和復(fù)合型。按噴霧介質(zhì)溫度可以分為常溫型和低溫型等。
根據(jù)生產(chǎn)實(shí)踐、理論研究成果,參考國家標(biāo)準(zhǔn),我們總結(jié)出微量潤滑噴霧的主要參數(shù)如下:
噴射距離:10-70毫米
供氣壓力:0.4-0.6MP
潤滑劑用量:5-300毫升/小時(shí)
冷卻水用量:50-2000毫升/小時(shí)
射流溫度:常溫 低溫 -5°到-40°
噴射角度:與加工方向約30°
霧粒直徑:0.5-20μm
霧粒濃度: 5~20 mg/m3
噴射流量:大于0.3Nm³/min
五、應(yīng)用MQL技術(shù)改造的機(jī)床實(shí)例
A. 在傳統(tǒng)油冷卻滾齒機(jī)和干切滾齒機(jī)上的應(yīng)用
B. 在傳統(tǒng)油冷卻插齒機(jī)上的應(yīng)用
C. 在干切銑齒機(jī)上的應(yīng)用
D、在數(shù)控車床中的應(yīng)用
六、微量潤滑技術(shù)應(yīng)用中的問題點(diǎn)
1、切削基本原理研究,具有切實(shí)指導(dǎo)意義的工藝參數(shù)研究。
2、盲目樂觀,忽視MQL改造帶來的負(fù)面影響,導(dǎo)致改造失敗。
3、客戶對微量潤滑技術(shù)的認(rèn)知和推行過程遇到問題的態(tài)度。
4、大模數(shù)(M6以上)和重切削加工MQL的冷卻潤滑難題。
難點(diǎn):
■滾齒機(jī)、插齒機(jī)、剃齒機(jī)等機(jī)床防護(hù)
■機(jī)床內(nèi)鐵屑清理排除
■員工加工工作習(xí)慣改變