隨著生產(chǎn)與科技的發(fā)展,微電子、光電子、傳感器技術(shù)和材料技術(shù)的日益進(jìn)步,高 體積分?jǐn)?shù)鋁基復(fù)合材料、陶瓷、石英等硬脆材料,因耐磨性強(qiáng)、硬度高等優(yōu)良性能在電子、光 學(xué)、儀器儀表、航空航天、國(guó)防及民用工業(yè)等諸多領(lǐng)域有著越來(lái)越廣泛的作用,占據(jù)著越來(lái) 越重要的地位。
在傳統(tǒng)工藝中加工小孔螺紋時(shí),一般采用絲錐攻絲加工。但是在加工諸如高體積 分?jǐn)?shù)鋁基復(fù)合材料、陶瓷、石英等硬脆材料零件螺紋孔時(shí),絲錐磨損十分嚴(yán)重,導(dǎo)致軸向力 和扭矩過(guò)大,絲錐極易折斷在工件材料里面,折斷的部分絲錐難以取出,甚至導(dǎo)致昂貴的零 件報(bào)廢。現(xiàn)有的生產(chǎn)中,為確保加工質(zhì)量,一般每個(gè)小孔螺紋需要幾把絲錐,采用手工攻絲 作業(yè),花費(fèi) 1~ 2個(gè)小時(shí),不僅效率低下,而且浪費(fèi)大量人力和資金。
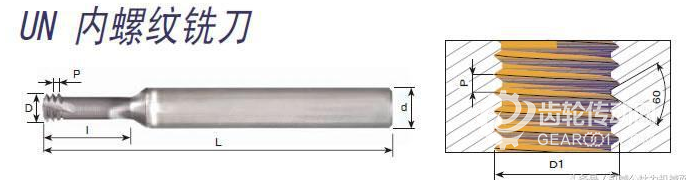
此外,有些硬脆材料(如 鋁基復(fù)合材料)要求只能干加工,不能采用切削液,在這種情況下傳統(tǒng)的絲錐幾乎不能完成 小孔螺紋的加工任務(wù)。 為了解決上述難題,申請(qǐng)人提出了一種采用螺旋銑磨方式實(shí)現(xiàn)硬脆材料小孔螺紋 高效加工的方法,見(jiàn)圖所示。然而用標(biāo)準(zhǔn)螺紋截形砂輪進(jìn)行小孔螺紋的銑磨加工,理論上 將存在較大的原理性誤差,而使該種工藝方法無(wú)法得到應(yīng)用。
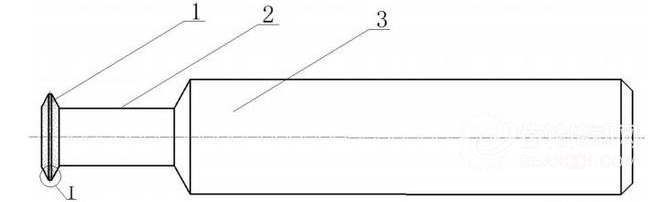
成形磨削普通標(biāo)準(zhǔn)螺紋 M2 小孔螺紋砂輪,包括盤(pán)狀成型砂輪 1 和砂輪桿 2。砂輪桿 2 的直徑小于底孔直徑,取 φ1mm,砂輪桿 2 的有效長(zhǎng)度取 4mm, 刀柄 3 的直徑為 φ3mm。盤(pán)狀成型砂輪 1 采用電鍍金剛石磨料方式制備,盤(pán)狀成型砂輪 1、 砂輪桿 2 及刀柄 3 采用整體式結(jié)構(gòu),材料為硬質(zhì)合金。
1)盤(pán)狀成型砂輪 1 的直徑為 φ1.5mm,直徑略小于 M2 螺紋底孔直徑 φ1.6mm。
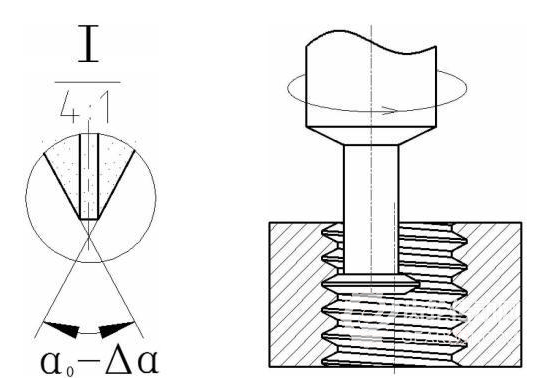
2)如圖 2 所示,盤(pán)狀成型砂輪 1 的軸面截型夾角取 56°,即修形量 α=4°。
3)盤(pán)狀成型砂輪 1 采用電鍍金剛石磨料方式制備,磨料粒度 :W 10 ~ W 20。
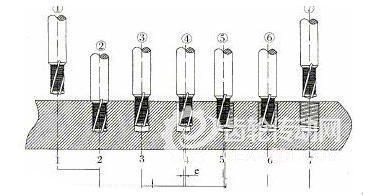
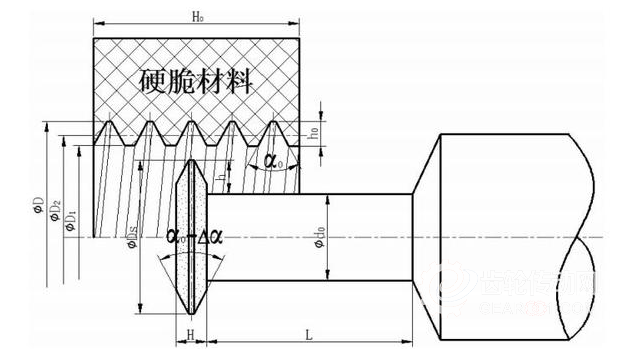
4)圖 3 所示,為該成型砂輪的加工示意圖,在加工出螺紋底孔 φ1.6mm 的基礎(chǔ)上, 采用螺旋銑磨加工,對(duì)零件小孔螺紋進(jìn)行成形磨削加工。
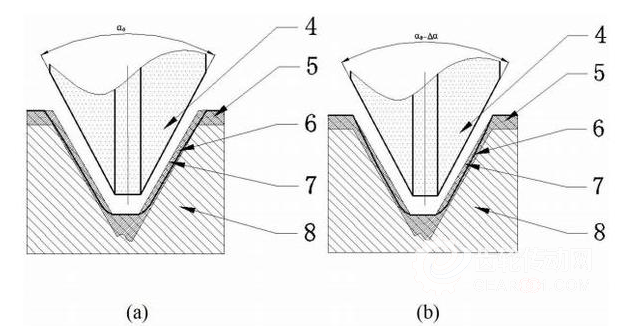
5)圖 4 所示,4 盤(pán)狀成型砂輪,5 螺紋公差帶,6 加工螺紋截型輪廓,7 標(biāo)準(zhǔn)螺紋截 型輪廓,8 鋁基復(fù)合材料。修形后的成型砂輪原理性誤差明顯減小,達(dá)到螺紋的設(shè)計(jì)精度要 求。
效果是
采用標(biāo)準(zhǔn)螺紋截形砂輪進(jìn)行小孔螺紋的銑磨加工,將存在 較大的原理性誤差,通過(guò)對(duì)砂輪的截面形狀修形設(shè)計(jì),能夠使產(chǎn)生的原理性誤差控制在允 許的范圍內(nèi)。采用金剛石或 CBN 超硬磨料制備的小孔螺紋成形砂輪,因具有更高的耐磨性, 可以實(shí)現(xiàn)小孔螺紋的高效精密加工,加工質(zhì)量好,砂輪壽命長(zhǎng)。某些特殊硬脆材料零件(如 鋁基復(fù)合材料零件)在加工時(shí)要求干加工,而傳統(tǒng)的硬質(zhì)合金或涂層絲錐在這種條件下幾 乎很難完成小孔螺紋的加工,能夠?qū)崿F(xiàn)硬脆材料小孔螺紋的干加工。
在傳統(tǒng)工藝中加工小孔螺紋時(shí),一般采用絲錐攻絲加工。但是在加工諸如高體積 分?jǐn)?shù)鋁基復(fù)合材料、陶瓷、石英等硬脆材料零件螺紋孔時(shí),絲錐磨損十分嚴(yán)重,導(dǎo)致軸向力 和扭矩過(guò)大,絲錐極易折斷在工件材料里面,折斷的部分絲錐難以取出,甚至導(dǎo)致昂貴的零 件報(bào)廢。現(xiàn)有的生產(chǎn)中,為確保加工質(zhì)量,一般每個(gè)小孔螺紋需要幾把絲錐,采用手工攻絲 作業(yè),花費(fèi) 1~ 2個(gè)小時(shí),不僅效率低下,而且浪費(fèi)大量人力和資金。
成形磨削普通標(biāo)準(zhǔn)螺紋 M2 小孔螺紋砂輪,包括盤(pán)狀成型砂輪 1 和砂輪桿 2。砂輪桿 2 的直徑小于底孔直徑,取 φ1mm,砂輪桿 2 的有效長(zhǎng)度取 4mm, 刀柄 3 的直徑為 φ3mm。盤(pán)狀成型砂輪 1 采用電鍍金剛石磨料方式制備,盤(pán)狀成型砂輪 1、 砂輪桿 2 及刀柄 3 采用整體式結(jié)構(gòu),材料為硬質(zhì)合金。
1)盤(pán)狀成型砂輪 1 的直徑為 φ1.5mm,直徑略小于 M2 螺紋底孔直徑 φ1.6mm。
2)如圖 2 所示,盤(pán)狀成型砂輪 1 的軸面截型夾角取 56°,即修形量 α=4°。
3)盤(pán)狀成型砂輪 1 采用電鍍金剛石磨料方式制備,磨料粒度 :W 10 ~ W 20。
4)圖 3 所示,為該成型砂輪的加工示意圖,在加工出螺紋底孔 φ1.6mm 的基礎(chǔ)上, 采用螺旋銑磨加工,對(duì)零件小孔螺紋進(jìn)行成形磨削加工。
5)圖 4 所示,4 盤(pán)狀成型砂輪,5 螺紋公差帶,6 加工螺紋截型輪廓,7 標(biāo)準(zhǔn)螺紋截 型輪廓,8 鋁基復(fù)合材料。修形后的成型砂輪原理性誤差明顯減小,達(dá)到螺紋的設(shè)計(jì)精度要 求。
效果是
采用標(biāo)準(zhǔn)螺紋截形砂輪進(jìn)行小孔螺紋的銑磨加工,將存在 較大的原理性誤差,通過(guò)對(duì)砂輪的截面形狀修形設(shè)計(jì),能夠使產(chǎn)生的原理性誤差控制在允 許的范圍內(nèi)。采用金剛石或 CBN 超硬磨料制備的小孔螺紋成形砂輪,因具有更高的耐磨性, 可以實(shí)現(xiàn)小孔螺紋的高效精密加工,加工質(zhì)量好,砂輪壽命長(zhǎng)。某些特殊硬脆材料零件(如 鋁基復(fù)合材料零件)在加工時(shí)要求干加工,而傳統(tǒng)的硬質(zhì)合金或涂層絲錐在這種條件下幾 乎很難完成小孔螺紋的加工,能夠?qū)崿F(xiàn)硬脆材料小孔螺紋的干加工。